Инструментальной
Инструментальная сталь отличается очень высокой твёрдостью. Однако виды инструментальной стали, не имеющие в своём составе вольфрама, изменяют свои механические свойства при нагревании до 200 ℃ и более, значительно теряя при этом прочность.
Такие виды стали не подлежат пайке. Для устранения этого недостатка инструментальные стали, подлежащие нагреву в процессе эксплуатации, производятся с вольфрамовыми добавками. Такая сталь может подвергаться нагреву до 600 ℃, не утрачивая при этом ценных механических свойств.
Спаять инструментальную сталь можно припоем на основе никеля или ферросплавов. Нагревание заготовок обычно производят индукционным способом. При этом применяются флюсы, содержащие бор и фтор.
Особенности
Нередко при варке оловянной бронзы наблюдается такое явление, как образование застывших капель. Происходит это по той причине, что легкоплавкие фракции всплывают на поверхность. Такие компоненты, как свинец и цинк, подлежат угару. Их температура кипения ниже, чем у меди, поэтому происходит процесс естественного испарения.
Следует контролировать тип пламени. Оно должно быть строго нормальным. В окислительном пламени выгорает олово, а науглероживающее пламя приводит к появлению пор. Расход ацетилена при газовой сварке должен составлять 70-120 литров в час на 1 мм толщины листа металла. Поверхность должна находиться в зоне восстановительного пламени, что составляет 7-10 мм. Только так можно снизить степень выгорания олова.

Детали из литой бронзы рекомендуется предварительно разогреть до температуры 450°C градусов. Присадочным материалом служит проволока БрОЦ4-3 или БрОФ6,5-0,15. Сложности сварки алюминиевой бронзы связаны с образованием оксидной пленки, которая имеет высокую температуру плавления. С ней можно бороться только при наличии специального флюса. В качестве последнего выступает вещество, содержащее фтористый натрий, хлористый натрий, хлористый барий и хлористый калий. Кремнистая бронза, в отличие от остальных видов сплавов, неплохо сваривается за счет присутствия таких элементов, как кремний и марганец.
Существуют особенности, характерные для любого сплава, содержащего медь. Об этих особенностях сварщик обязан знать, ведь он в обязательном порядке столкнется с определенными сложностями. Наличие в сплаве меди определяет его физические свойства. Теплопроводность бронзы, как и латуни, достаточно высокая, вследствие этого приходится учитывать интенсивную отдачу тепла. Быстрая кристаллизация сопровождается образованием трещин. Здесь оказывает влияние еще один фактор – высокий коэффициент теплового расширения. При кристаллизации металла происходит его «стягивание», в результате чего возникают внутренние напряжения.
Бронза широко применяется художниками и скульпторами при изготовлении бюстов или памятников. Из нее делают фурнитуру и элементы декора. Сварочные работы должны обеспечивать не только надежное соединение, но и эстетичный вид. Наличие в сплавах таких элементов, как цинк, олово или свинец во многом определяет особенности сварочных работ.

Выгорание перечисленных элементов обусловлено существенной разницей в температурах кипения. После плавления металла в сварной ванне происходит поглощение атмосферного кислорода. С ним вступают в реакцию легирующие элементы. На поверхности ванны образуется пленка. Параллельно с этим в металл попадает водород, и при кристаллизации остаются поры. Они существенно снижают качество сварного шва.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Необходимо строго соблюдать технологию сварки. Несоблюдение параметров приводит к появлению трещин и прочих дефектов.
Часть проблем удается решить, обеспечив защиту ванны инертным газом. Чаще всего используется аргон. Все вышеописанное указывает на то, что сварка бронзы является достаточно сложным процессом, поэтому сварщик обязан обладать определенными знаниями и опытом.
Требования техники безопасности
- Расплавление латуни желательно проводить на открытом воздухе под навесом. Если рабочее место находится в помещении, организуют хорошую вентиляцию;
- В непосредственной близости от печи не должно быть легковоспламеняемых предметов, взрывопожароопасных жидкостей, баллонов с газом;
- В доступном месте возле рабочего стола необходимо иметь огнетушитель, большую емкость с водой;
- Работу проводят в спецодежде из хлопчатобумажной ткани, обувь должна быть из плотной кожи;
- Органы зрения защищают очками, органы дыхания – респиратором;
- На подходе к рабочему месту, столам с литейными формами не должно быть посторонних предметов, проводов, за которые можно зацепиться;
- Заливая расплавленный металл в форму, нужно стараться избегать брызг;
- В помещении должна быть аптечка с наличием всего необходимого для оказания первой медицинской помощи.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего зарекомендовала себя смесь из двух частей серебра и одной части меди.
После замеров металл расплавляют в тигле и перемешиванием получают однородную массу. Охлаждение происходит в холодной воде.
Готовым припоям придают нужную форму, после чего зачищают большим напильником.
Оптимальный размер тигля 20х20. Основой может служить графитовый уголь из контактных элементов.
Как паять газовой горелкой
Как паять латунь? Процедура следующая:
- Прежде чем приступить к процессу, нужно нагреть металлы. Эта работа выполняется на термостойких материалах. Специалисты рекомендуют использовать асбестовый лист.
- Спаиваемые детали должны быть на одной линии друг с другом.
- Тщательно высушите поверхности в месте пайки флюсом.
- Сделайте вырез из припоя. В конечном итоге должна получиться стружка, которую следует засыпать в стык между металлами.
- Отрегулируйте пламя на газовой горелке. Для сцепления припоя с металлическими поверхностями место соединения сначала нагревают слабым огнём.
- Установите газовую горелку на 750 градусов для основного нагрева. На поверхности латуни должен образоваться красный оттенок. Припой заполняет все отверстия, затем растекается по всему соединению.
- Выключите горелку и дайте продукту остыть. Процедура считается правильно выполненной, если получился шов, мало чем отличающийся от металла.
- Промойте соединение, чтобы удалить остатки флюса.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
ВАЖНО ЗНАТЬ: Сварка оптоволокна — оборудование и технология
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Видео:
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Пайка алюминиевого радиатора
Пайка алюминиевых тепло-обменников отопления для газовых колонок представляет собой достаточно проблематичный и трудоемкий процесс. Суть проблемы в том, что при взаимодействии алюминия с воздухом на металле образуется оксидная пленка. Снятие оксидной пленки происходит путем воздействия активных флюсов, а также припоев на алюминиевой основе. Можно применить следующие флюсы: 34-А, НИТИ-18 (Ф-380).
Пленка удаляется также механическим путем:
- Прогреваем ремонтируемую поверхность радиатора, предназначенного для газовых колонок, при помощи паяльника, после чего покрываем место неисправности тонким слоем канифоли;
- На наконечник паяльника наносится небольшое количество припоя (припой желательно перемешать с металлическими опилками);
- Далее лудим поврежденный участок теплообменника кругообразными движениями;
- Канифоль не допустит контакта алюминия с воздухом, а железные опилки помогут эффективно удалить оксидную пленку.
В целом, пайка алюминиевого радиатора не отличается от аналогичной процедуры, применяемых относительно медных теплообменников.
Русский медвежонок 2022 10-11 класс задания и ответы
- Какое словосочетание по смыслу устроено не так, как другие?
продукты горения
продукты питания
продукты распада
продукты синтеза
все словосочетания (А)—(Г) устроены по смыслу одинаково
Кулответ: продукты питания - К какому слову можно добавить суффиксы -ист и -ёр и получить существительные с разными значениями — одушевлённое и неодушевлённое?
пейзаж
массаж
шантаж
монтаж
стаж
Кулответ: массаж - В какой паре слова соотносятся друг с другом по смыслу не так, как в остальных?
аллея — аллейка
аптека — аптечка
ресторан — ресторанчик
рынок — рыночек;
сквер — скверик
Кулответ: аптека — аптечка - В какой паре даны синонимы?
удачный, удачливый
опасный, опасливый
занудный, занудливый
отчётный, отчётливый
расчётный, расчётливый
Кулответ: занудный, занудливый - В каком предложении сочетание слов как следует употреблено не так, как в
остальных?
Построением покажите, где и как следует расположить экран, чтобы одновременно получить на нём чёткие изображения обеих точек. (Владимир Лукашик, Елена Иванова)
Кроме того, он знал с точностью физиолога и боксёра, куда и как следует бить человека. (Юрий Домбровский)
Та лучше его знала, как следует жарить котлеты, отбивать бифштексы и варить борщ. (Василь Быков)
От долгого купания я продроа, но, не успев как следует отогреться на берегу, снова лез в воду. (Фазиль Искандер)
И ночью, подъезжая на такси, я до сих пор открываю рот, чтобы сказать шофеёру, как следует остановиться, но спохватываюсь: шофёру Дерево невидимо. (Андрей Битов)
Кулответ: От долгого купания я продроа, но, не успев как следует отогреться на берегу, снова лез в воду. (Фазиль Искандер) - Какое из этих слов, называющих развлечения и игры, не русское по происхождению?
качели
карусель
прятки
ручеёк
жмурки
Кулответ: карусель - Если ввести в поисковую систему Google запрос «шашлык по», она предложит несколько различных продолжений. Одно из них по смыслу явно отличается от четырёх других. Какое?
шашлык по-карски
шашлык по-грузински
шашлык по-армянски
шашлык по-английски
шашлык по-кавказски
Кулответ: шашлык по-английски - В каком примере слово весёленький означает совсем не то, что в остальных?
«Весёленькая передо мной перспектива», — вздохнула она. (В. Аксёнов)
Н-да. Весёленький номер сейчас будет. (А. Пантелеев)
Весёленькая, чистенькая, не налюбуешься на тебя! (М. Рощин)
Весёленькое получается дельце, нечего сказать. (Е. Сухов)
«У каждого врача своё кладбище», — сказала медсестра. Весёленькие, бодрящие разговоры. (Д. Каралис)
Кулответ: Весёленькая, чистенькая, не налюбуешься на тебя! (М. Рощин) - Абрикос, кокос, газонокосилка, косинус, молокосос, откос. Сколько в этом слиске слов, в которых выделяется корень -кос-?
одно
два
три
четыре
пять
Кулответ: два - Баркарола — это песня
миланских оперных певцов
венецианских лодочников
римских нищих
неаполитанских полицейских
туринских футбольных болельщиков
Кулответ: венецианских лодочников - В романе Марка Твена про короля Артура читаем: «Приближённые короля Артура не сознавали, что они невоспитанны, а я был настолько что не дал им этого заметить». Какое слово мы пропустили?
невнимателен
бесчувствен
неосторожен
бестактен
тактичен
Кулответ: тактичен - Какое из слов можно прочитать по-разному в зависимости от значения?
нарочно
срочно
скучно
конечно
вечно
Кулответ: конечно - На конференцию приехали гости ___________ 1) из зарубежа; 2) из зарубежных стран; 3) из-за рубежа, 4) из-за рубежных стран. Какие варианты правильны?
только 1
только 2
1 и 2
2 и 3
3 и 4
Кулответ: 2 и 3 - В четырёх словосочетаниях обычно слово дурацкий переводится на английский язык словом idiotic, а в пятом — другим словом. В каком? (Знание английского языка для решения задачи не требуется.)
дурацкие штаны
дурацкое платье
дурацкий колпак
дурацкий сарафан
дурацкие валенки
Кулответ: дурацкие валенки
Happy
37
Sad
19
Excited
11
Sleepy
8
Angry
62
Surprise
17
Как продлить жизнь самовару? Советы по эксплуатации водонагревателя
Отреставрированный самовар следует беречь от повреждений вдвойне, поэтому в ходе его эксплуатации необходимо придерживаться следующих правил:
- Не оставлять горячий самовар пустым без воды.
- В холодное время года из самовара, которым редко пользуются, сливать всю воду.
- Браться за самовар руками в перчатках, чтобы реже его чистить.
- Ключ-кран при отправке самовара на хранение следует смазывать пищевым жиром.
Как говорится в народной поговорке: «С самоваром-буяном чай важнее и беседа веселее». Не забывайте традиции, подарите старому самовару, что хранится на чердаке, вторую жизнь, и наполните семейную церемонию чаепития новым смыслом!
Использование в быту
Применение техники твердой пайки в домашних условиях предполагает наличие газовой горелки, посредством которой можно обеспечить высокую степень нагрева в зоне контакта.
Помимо этого, потребуется сам тугоплавкий припой, плавящийся при температурах свыше 450 градусов, а также специальная активная добавка, называемая флюсом.
Лишь при выполнении этих требований в результате паяльных работ удается получить достаточно надежное и твердое паяное соединение.
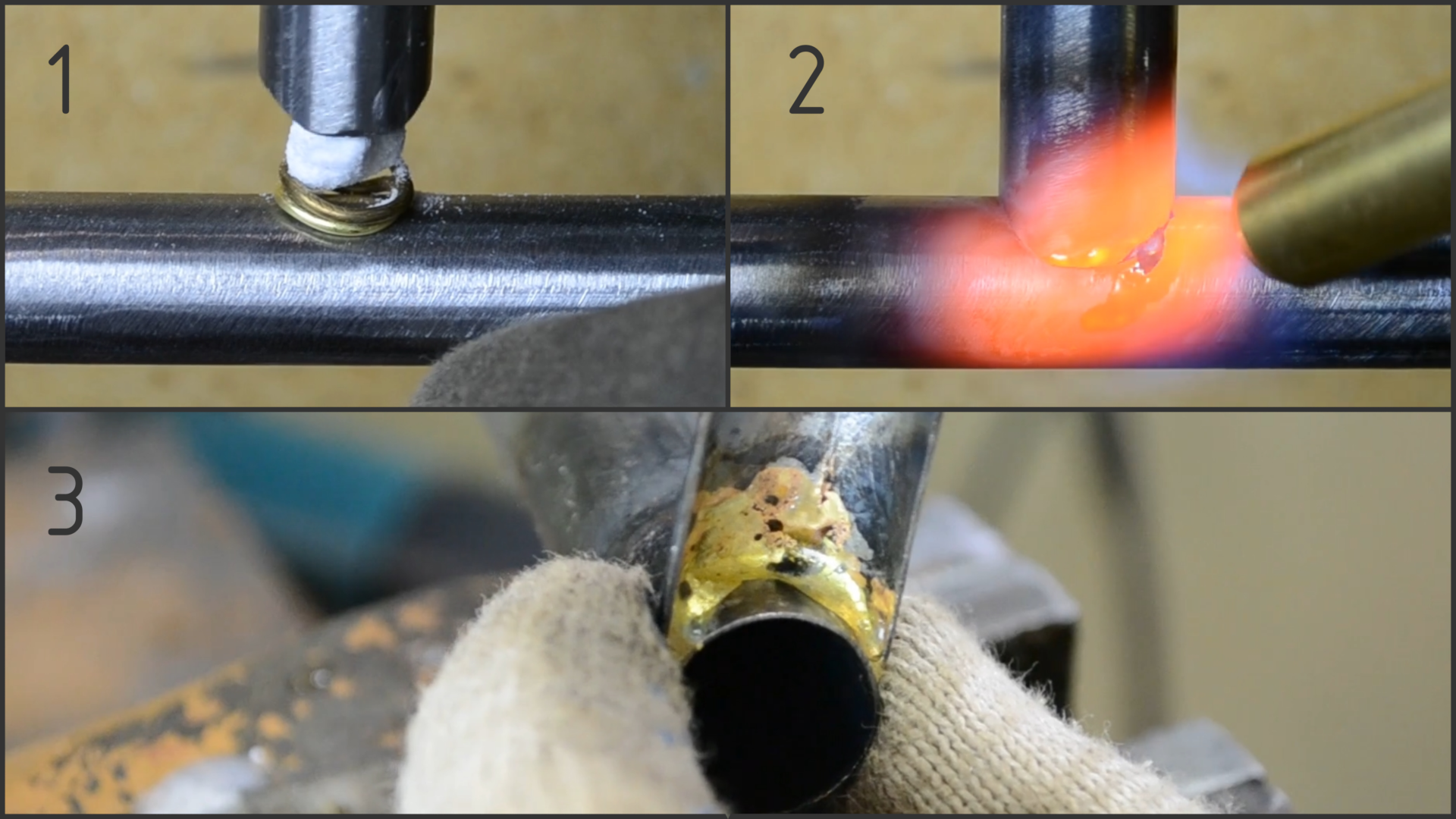
В качестве примера можно привести использование твердого припоя при спайке рамы велосипеда, восстановление которой другими методами не так эффективно и надежно.
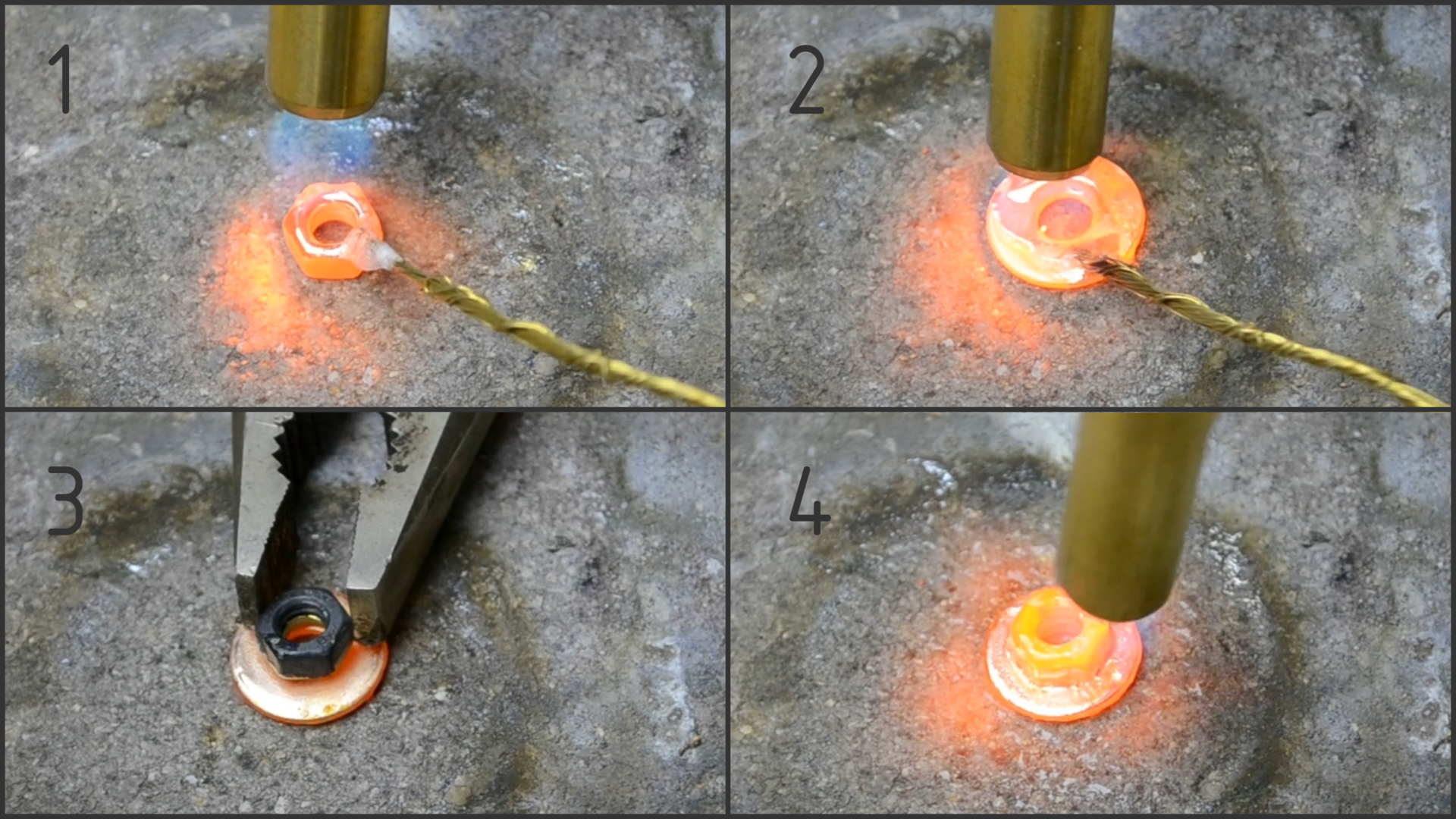
Твердые припои пользуются повышенным спросом при ремонте различной кухонной утвари и посуды, изготавливаемой из твердосплавных материалов (латуни или меди, например).
Чаще всего восстановительному ремонту подлежат растапливаемые углем самовары или подобные им нагревательные приспособления из тугоплавких металлов.
Читать также: Самодельный ящик для инструментов в машину
Добавим к этому, что бытовая пайка твердыми припоями широко востребована и при проведении ремонтных работ, касающихся восстановления отдельных узлов холодильного и теплообменного оборудования.
В последнем случае для спайки медных трубок посредством газовой горелки потребуется твердый латунный припой, позволяющий получать прочное и надежное соединение, пригодное для эксплуатации в критических условиях.
Рассмотрим особенности работы с паяльными составами различной степени тугоплавкости на примере такой распространенной операции, какой является запайка труб.
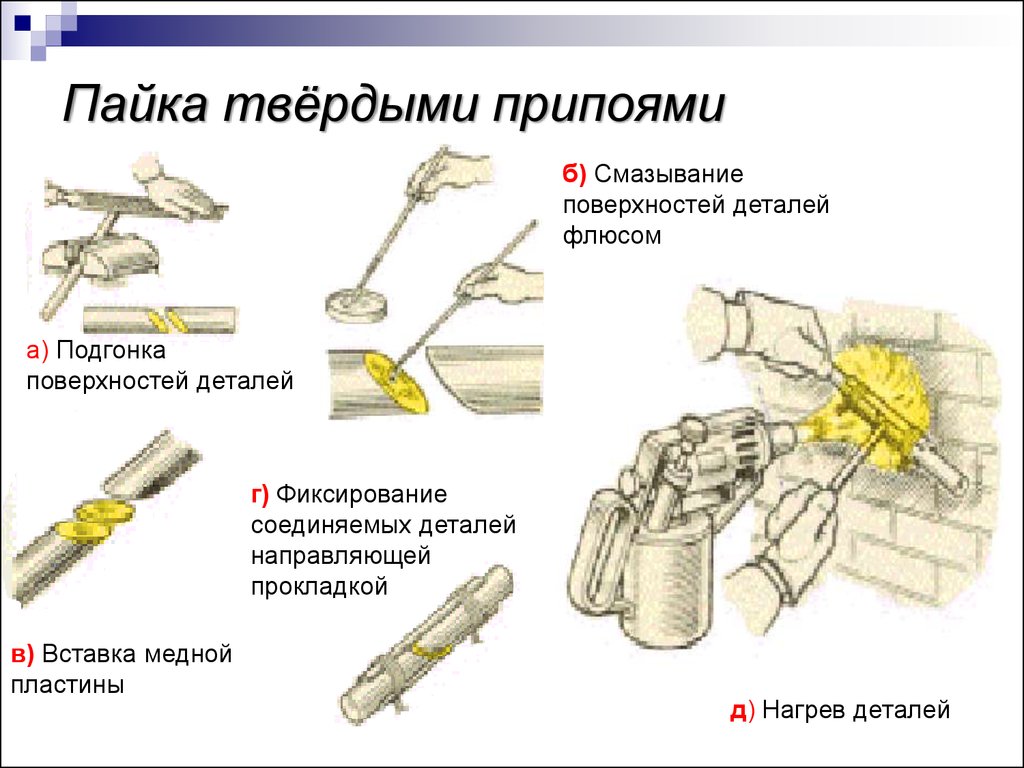
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.










Общий порядок пайки латуни может быть представлен следующим образом.
-
сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Зачем реставрировать самовар
Если у Вас в семье сохранился старый самовар или Вам повезло приобрести его по случаю, имеет смысл его отреставрировать и тем самым продлить жизнь самовару как минимум в 2 раза, например со 100 до 200 лет, а лет через 100 еще на столько же, и так до бесконечности. Я делаю все виды реставрации, превращая старинные и просто видавшие виды или усталые самовары в бодренькие, работающие и красивые. Самовар – это дух дома, прекрасного лета (хотя зимой чай еще вкуснее!), семьи и семейных традиций. В этом плане семейный, наследственный самовар просто бесценен – и хотя реставрация самовара с большим количеством утраченных деталей сопоставима со стоимостью нового, – но зато из него пила чай ваша прабабушка, невеста молодого корнета или фрейлина при дворе последней императрицы.
Так же обстоят дела со старинными лампами, бра и другими предметами.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.

Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Специфика работы с латунью
Сами латунные припои внешне напоминают обычный проволочный пруток, изготавливаемый из специальных тугоплавких сплавов. При условии овладения всеми особенностями процесса соединения металлов, а также при наличии подходящих расходных материалов овладеть техникой пайки латунью в домашних условиях – вполне выполнимая задача.
В бытовой обстановке для этих целей может применяться обычная газовая горелка, питающаяся от баллона с пропаном. Паяльником расплавить латунный материал не получится.
Однако перед началом работ следует внимательно изучить все особенности процесса пайки латунью.
Специфика пайки состоит в необходимости применения расходного материала, точка плавления которого несколько ниже, чем тот же показатель для соединяемых металлических изделий.
При выполнении этого условия, являющегося обязательным для формирования надёжного неразъемного соединения, любой желающий сможет спаивать разнородные по своей структуре металлы.
В процессе проведения работ в зазор между заготовками засыпается припой для пайки, нарезанный до состояния мелкой стружки. И лишь после этого можно будет приступать к прогреву посредством газовой горелки (в её отсутствии можно воспользоваться паяльной лампой).
Не допускается путать пайку металла с близким ей по технике сварочным процессом, при котором расплаву подлежат обе сочленяемые заготовки.
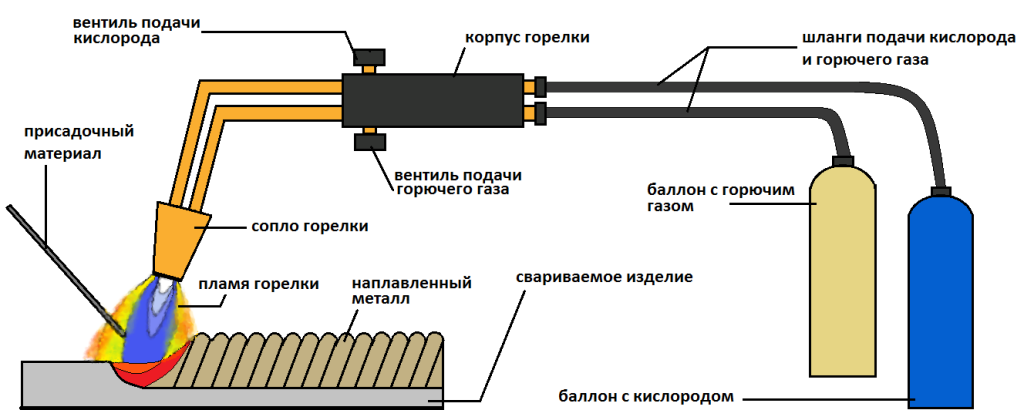
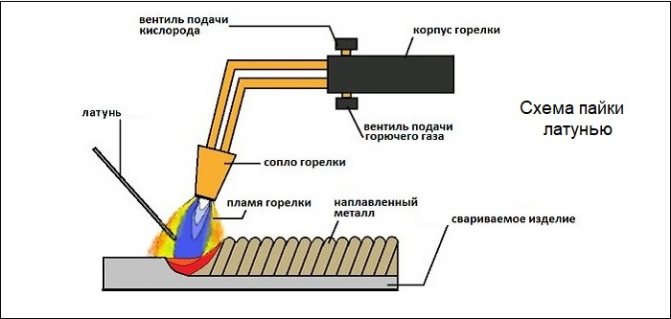
Со схематическим представлением технологического процесса, при котором в качестве расходного материала используется латунная проволока, можно ознакомиться на фото.
Прямым следствием рассмотренных особенностей пайки латунным или оловянным припоем является возможность соединения небольших по размеру металлических деталей, которые в процессе обработки не будут сильно перегреваться.
На этом же принципе основаны технологии пайки заготовок из стали, при работе с которыми к латунному припою добавляются специальные активные добавки (флюсы). Последние существенно упрощают процесс соединения изделий за счёт повышения температуры в рабочей зоне и лучшего растекания расплава.
Разновидности латуни
В зависимости от состава химических веществ, латуни подразделяются на:
Двухкомпонентные, или простые. Такие сплавы включают в себя преимущественно медь и цинк, количество иных элементов незначительно. В свою очередь, среди них выделяются:
- Альфа-латуни, или однофазные. В них содержится менее 39 % цинка, поэтому нет необходимости доводить температуру плавления до 905 °C, чтобы он растворился в меди.
- Бета-латуни, или двухфазные. Вторая фаза латуни возникает, если в составе сплава находится большее количество цинка, чем то, которое может раствориться. Как правило, b-латуни не такие пластичные, как а-латуни, но более прочные.
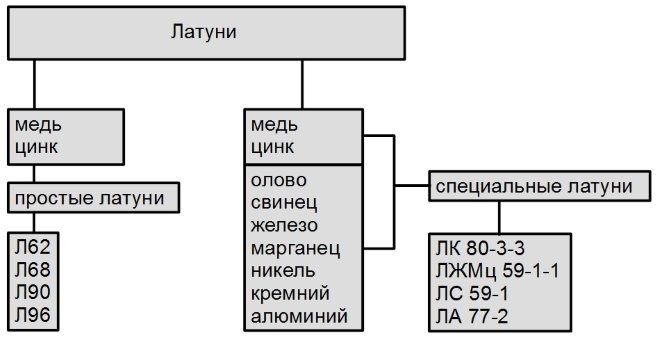
- классификация латуней по химическому составу
Многокомпонентные, или специальные. Они состоят из меди, цинка и таких легирующих элементов, как железо, олово, кремний, алюминий, марганец и свинец.
По степени и качеству обработки латуни бывают:
- Деформируемые. Для изготовления деталей используются такие состояния деформируемых латуней, как особо твердое (с обжатием >50%),твердое (с обжатием >30%), полутвердое (с обжатием 10-30 %) и мягкое (отожженные сплавы). Смесь меди и цинка представлена в виде трубок с круглым сечением, проволоки, лент, листов.
- Литейные. Литейная латунь — легкоплавкая разновидность, содержащая в себе не менее 50-80% меди, остальное – цинк и легирующие элементы. Сюда относятся полученные латунные изделия, а также арматура.
https://youtube.com/watch?v=bm8gtXXhdEM
Недостатки
- Сложен в применении, так как требует от мастера большого опыта работы;
- Для работы необходимы специальные инструменты, которые не всегда имеются в хозяйстве;
- Применяется исключительно для твердоплавких металлов.
Разновидности
Припой для латуни из самой латуни. Зачастую это металл с небольшими добавками, которые помогают сделать температуру плавления немного ниже, но не менять существенно свойства. Он наиболее сложен в использовании, так как возникает риск перепалить основной металл. Тем не менее, это самый крепкий сплав, который дает соединение высочайшего качества.
Медно-фосфорные сплавы также используются как твердые припои для пайки латуни. Они обладают более низкой температурой плавления и удобством использования. Это один из наиболее популярных вариантов, так как сочетает в себе простоту и высокое качество, а также обладает антикоррозионными свойствами.

Припой с медно-фосфорными сплавами
Серебряные припои. Марки с низким содержанием серебра, около 40-60%, которые относятся к твердому типу. Они уступают по возможности выдерживать высокую температуру, но могут легко использоваться даже новичками. Стоимость их выше, чем у других марок используемых для данной цели.

Серебряные припои
Химический состав
Состав медно-фосфорных отличается от серебряных и выглядит следующим образом:
|
Марка |
Содержание элементов, % |
||
|
Серебро |
Медь |
Фосфор |
|
|
ПМФ 102 |
2 |
91,3 |
6,7 |
|
ПМФ 105 |
5 |
88,5 |
6,5 |
|
ПМФ 115 |
15 |
80,2 |
4,8 |
Более мягкие марки, такие как ПОС 40, имеют в своем составе больше серебра, но при этом содержат массу других элементов, которые позволяют сохранить высокую крепость соединения.
|
Элемент |
Процентное содержание |
|
Серебро |
40 |
|
Кадмий |
28,5 |
|
Цинк |
17 |
|
Медь |
17 |
|
Никель |
0,5 |
|
Железо |
0,1 |
|
Свинец |
0,05 |
|
Висмут |
0,005 |
Технические характеристики популярных марок
Медно-фосфорные марки имеют следующие характеристики:
|
Марка припоя |
Температура плавления, Градусы Цельсия |
Температура растекания,Градусы Цельсия |
|
ПМФ 102 |
645 |
820 |
|
ПМФ 105 |
630 |
780 |
|
ПМФ 115 |
650 |
800 |
Параметры серебросодержащих имеют следующий вид:
|
Наименование свойства |
Значение |
|
Температура плавления, градусов Цельсия |
590-610 |
|
Сопротивление удельное, Ом |
70 |
|
Удельная теплоемкость, Дж/кг градусы |
20 |
|
Плотность, кг/см3 |
9250 |
Особенности выбора
Подбор материала зависит от цели спаивания. К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.





Припой латунный с флюсом оказывается более удобным в применении, так что для больше комфорта стоит остановить свой выбор на нем. Здесь можно не использовать буру и прочие флюсы, так как они содержатся уже внутри. Такие варианты имеют более высокую стоимость, но это окупается во время использования, так как возникает меньшее количество брака.
Выбирая, каким припоем паять латунь, следует обратить на самый распространенный вариант – медно-фосфорные сплавы. Они сочетают в себе экономическое преимущество и высокую стойкость к воздействию высоких температур и физических нагрузок. Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Марки с высоким содержанием серебра используются для тех случаев, когда ответственность к соединению минимальная, или же нет инструментов, чтобы расплавить твердые марки при высокой температуре. Сам процесс соединения происходит намного быстрее, чем пайка твердым припоем другого типа.
Особенности пайки
Одной из главных особенностей является использование буры в качестве флюса. Без нее ничего может не схватиться и соединение будет на крайне низком уровне. Благодаря буре снимаются все пленки и налеты, а также улучшается проникновение присадочного металла в поры. Также стоит учитывать особенность высокой температуры расплавления. Здесь применяется только лишь газовая горелка, так как другими способами не удастся достичь нудного результата.
Производители
Данные изделия производятся как отечественными, так и зарубежными компаниями:
- BrazeTec;
- Castoline;
- Юнитор;
- УкриИнтерсСталь.