Как сваривать полипропиленовые трубы своими руками
Технология сварки полипропиленовых труб называется муфтовой, или раструбной. Соединение труб происходит не стык в стык, а с помощью фитингов – дополнительных проводников, которыми при температуре 260 градусов спаивают края труб.
Нарезка и обработка пластиковой трубы
При монтаже пластикового трубопровода возникает необходимость обрезать полипропиленовые трубы посередине или с концов, чтоб подогнать их по размеру и состыковать друг с другом. Существует несколько способов нарезки — для каждого требуется отдельный инструмент:
- Труборез аккумуляторного типа – представляет собой ножницы, снабженные электрическим приводом. Высокая скорость обрезки — их главное преимущество. На каждую трубу вы потратите около 5 секунд. Минус – ограничения в диаметре нарезаемой заготовки.
- Труборез роликового типа – принцип действия инструмента напоминает работу закаточного ключа для консервации. Срез инструментом получается ровным, без рваных краев. Им делают несколько оборотов вокруг трубы, потом подкручивают ролик из твердых сплавов и проворачивают еще несколько раз. Минус – невозможность применения, если труба прилегает вплотную к стене и ее нельзя снять.
- Профессиональные ножницы для разрезания труб из пластика – состоят из верхнего острого ножа и нижнего держателя. Пользоваться приспособлением легко – отметив нужную длину на трубе, кладете ее между лезвиями и обрезаете. Край будет ровный, без крошки и обрывков.
- Электрический лобзик – способ удобный, но может дать небольшой скос, поэтому трубку режут, несколько раз проворачивая.
- Болгарка любой мощности – обрезают пластик, не оказывая сильного давления, используют диск по металлу.
После обрезки торец полипропиленовой трубы обрабатывают шлифовальной шкуркой, чтобы удалить все возможные заусенцы и зацепки.
Как подготовить сварочный аппарат
- Сварочный аппарат должен быть установлен на специальной подставке – струбцине.
- Убедитесь, что контактные поверхности аппарата не имеют загрязнений. Если на них прилипли лишние частицы или пыль – тефлоновый слой очистите грубой тканью, смоченной в спирте.
- На датчике температуры выставьте 260 градусов.
- Подсоедините аппарат для сварки к электросети и нажмите кнопку включения.
- Нагревание происходит не более чем за 15 минут, в зависимости от окружающей температуры воздуха.

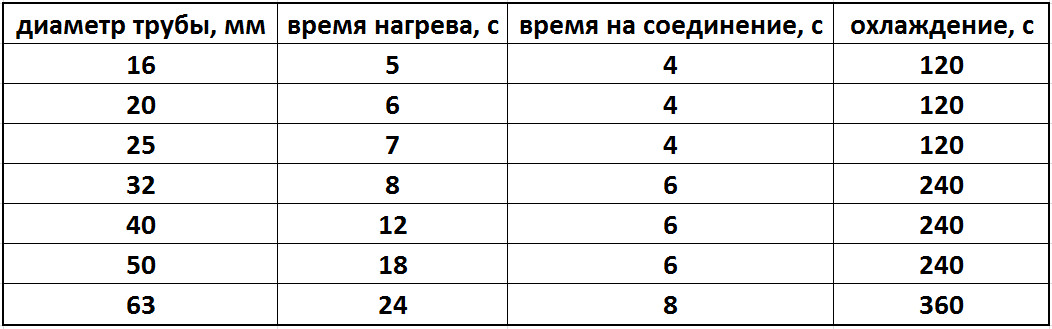
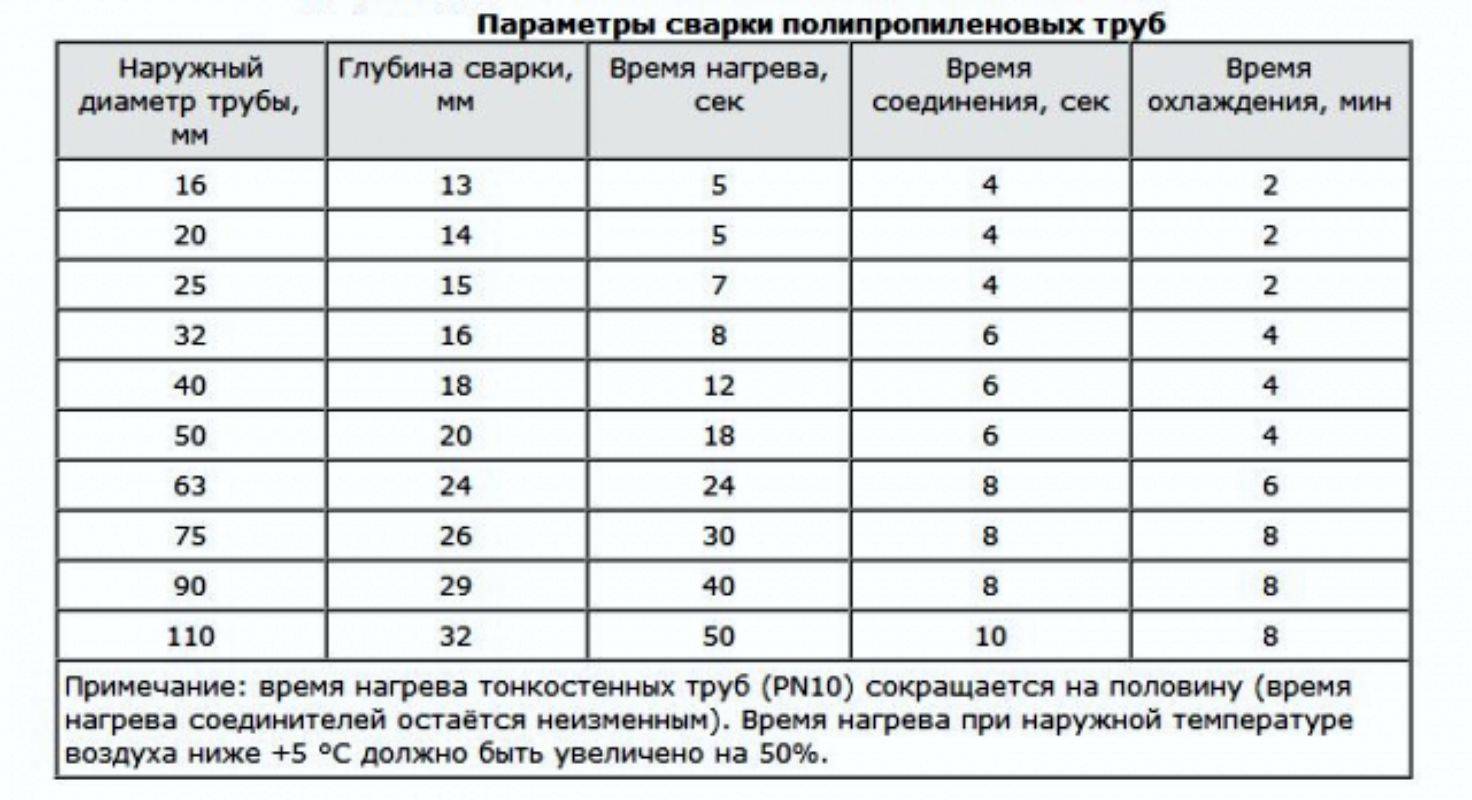
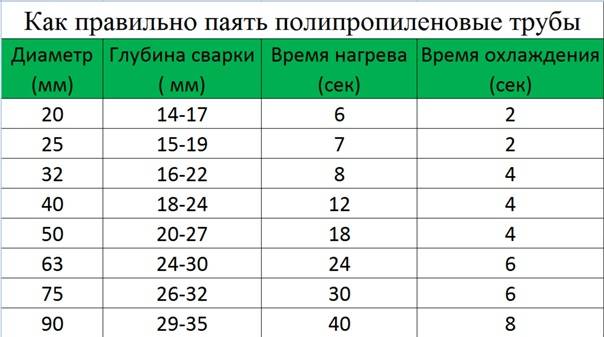
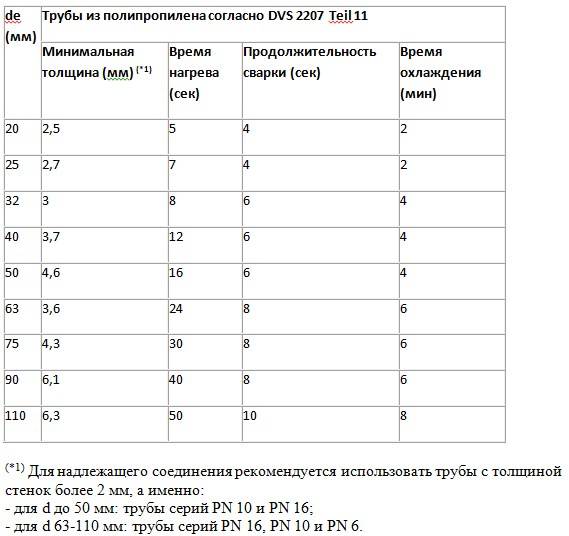
Температура пайки и время нагрева деталей. Таблица
После нарезки и разметки трубы готовы к сварке. Можно приступать к следующему этапу – нагреву деталей.
| Диаметр трубы, мм | Время нагрева, с | Время сварки, с | Время ожидания, мин. |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
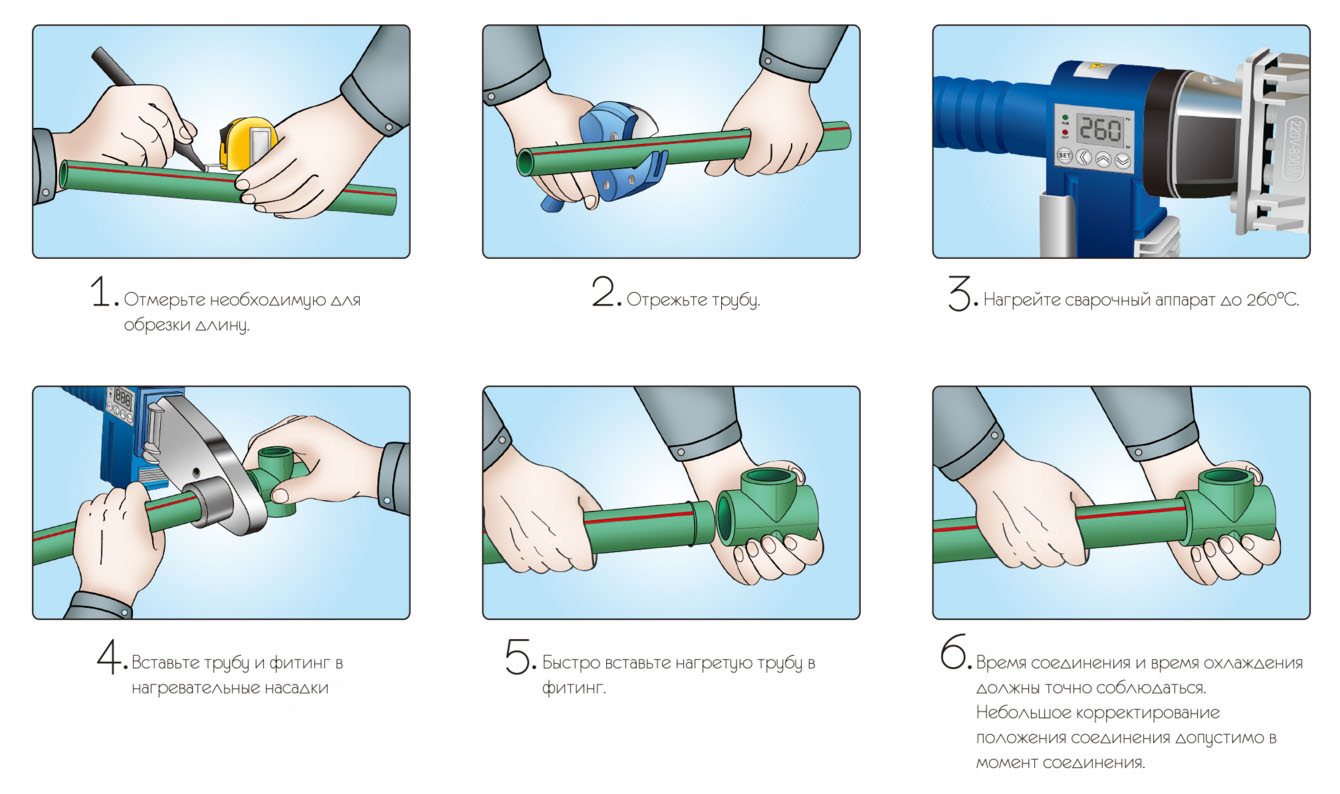
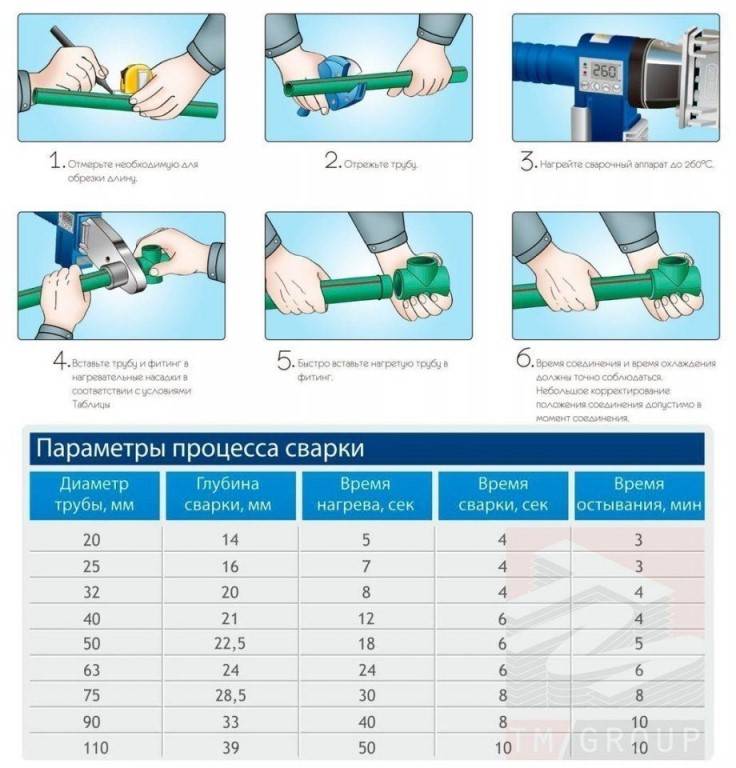
Инструкция «Как правильно варить пластиковые трубы»
В начале работы определитесь, в каком месте будет смонтирован трубопровод. Предварительно составьте план, чтобы избежать сваривания узлов на весу или в труднодоступных местах. Гораздо легче собрать конструкцию из полипропиленовых труб на столе, чтобы потом, не прилагая особых усилий, закрепить ее в отведенном месте.
- Включить аппарат и разогреть его до рекомендованной температуры. Если его используете в первый раз — после нагревания подождите еще 5 минут перед началом рабочего процесса.
- В сварочную насадку одновременно вставьте фитинг и конец пластиковой трубы. Они должны быть размещены в одной плоскости. Учитывая диаметр трубы, добавляем температуру и держим указанное в таблице время.
- Когда элементы нагрелись, их вынимают из сварочного аппарата и моментально соединяют. Затем неподвижно удерживают в течение рекомендованного времени.
- Сразу после остывания трубопровод можно использовать по назначению.
После спайки узел проверяют на проходимость, продув его воздухом или пустив через него воду.
Основные способы пайки
Для соединения используют следующие методики:
- Муфтовая. На участки трубопровода надевается переходная втулка. Технологию применяют в ходе строительства магистралей отопления и водопровода. Этот способ рекомендован при пайке полиэтиленовых труб диаметром до 63 мм. Вместо монолитной муфты может использоваться тройник или узел с шаровым краном.
- Стыковая сварка полиэтиленовых труб. Данная методика предусматривает использование элементов труб с одинаковыми внешним диаметром и внутренним каналом. Осуществляют предварительную механическую обработку торцов, затем стык прогревают специальным оборудованием. Спайку трубопроводов встык не проводят в домашних условиях. Ее используют при соединении труб большого диаметра (например, магистральных водопроводов).
- Холодная технология. Она базируется на использовании органического растворителя, который размягчает слой полимера (например, поливинилхлорида). Кромки элементов необходимо обрезать ровно, а затем нанести слой реагента. Высокая летучесть растворителя ограничивает время на стыковку труб 10-15 секундами. Методика не популярна из-за низкой механической прочности полученного шва.
Особенности правильной пайки полипропиленовых элементов
Для тех, кто решил разобраться, как правильно паять полипропиленовые трубы, видео, размещенное на этой странице, пошагово продемонстрирует этот процесс и разъяснит основные нюансы и тонкости. Для начала следует надеть на паяльник нужные насадки (одну или несколько одновременно), подключить устройство к электросети, установить требующийся режим нагрева (обычно для пайки элементов из этого материала достаточно 250-300 градусов Цельсия). Точная температура непосредственно зависит от погоды и параметров трубы. Далее следует подождать, пока на термостате не загорится зеленая лампочка, сигнализирующая, что прибор достаточно прогрелся. Насадкам для нагрева требуется больше времени, чем жалу паяльника, поэтому после включения лампочки рекомендуется выждать еще 5-7 минут.
Порядок работы по пайке полипропиленовых труб
Чтобы паять трубы без помощников, ручку прибора фиксируют на полу одной ногой, а элемент трубопровода и нужный фитинг берут руками и, прилагая усилия, вдавливают их в насадку с противоположных сторон. Когда обе детали полностью целиком войдут в нее, ждут 5 секунд и достают их.
Очень важно не перегреть и не недогреть элементы. Если они недостаточно прогреются, стык будет некачественным и существует большая вероятность того, что он будет протекать во время эксплуатации. Если же трубу перегреть, ее внутренний диаметр может оказаться наглухо запаянным, а найти это место среди других стыков будет весьма сложно
После того как обе детали сняты с прибора, их тут же состыковывают между собой и с усилием держат, пока материал не затвердеет до нужной консистенции. Время пайки составляет 10-15 секунд, но может и варьироваться в зависимости от параметров элемента
Если же трубу перегреть, ее внутренний диаметр может оказаться наглухо запаянным, а найти это место среди других стыков будет весьма сложно. После того как обе детали сняты с прибора, их тут же состыковывают между собой и с усилием держат, пока материал не затвердеет до нужной консистенции. Время пайки составляет 10-15 секунд, но может и варьироваться в зависимости от параметров элемента.
Герметичность полученного шва во многом зависит от того, насколько хорошо стык был очищен от грязи, пыли и влаги. Воду удаляют при помощи сухого куска ткани, а пыль и грязь полностью отчищают. Этим процессом не стоит пренебрегать: при закипании испарившаяся вода может пробить в шве отверстия, которых вполне достаточно, чтобы он при эксплуатации начал протекать. Такая ситуация нередко возникает во время ремонта уже готового водопровода, поскольку вода, стоящая в трубах, может помешать качественной пайке. Опытные мастера знают единственное возможное решение этой проблемы: они заталкивают в трубу мякиш хлеба, который не пропускает воду в течение той единственной минуты, которая требуется для пайки. Позже, когда в водопровод подается вода, мякиш растворяется и без труда выходит из какого-нибудь смесителя.
Пайка труб своими руками
Еще один немаловажный нюанс заключается в правильной порезке и зачистке труб. Сделать зачистку достаточно просто: она обладает конструкцией, не позволяющей снять больше, чем требуется, с верхнего слоя изделия. Однако для того чтобы научиться правильно работать ножницами, потребуется некоторое время и несколько пробных разрезов. Чтобы стык был качественным, срез должен быть идеально ровным. Дешевые ножницы в большинстве случаев делают его кривым, что при подаче воды под сильным нагревом с большой вероятностью приводит к разрывам.
Для нарезки трубы применяют круговые движения, сначала нажимая на ручку труборезов легко, чтобы они только врезались в тело элемента, после чего проворачивая их вокруг него так, чтобы дорезать его тело до конца. Только при такой порезке можно надежно спаять полипропиленовые элементы и получить качественный стык, который прослужит долгие годы.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.





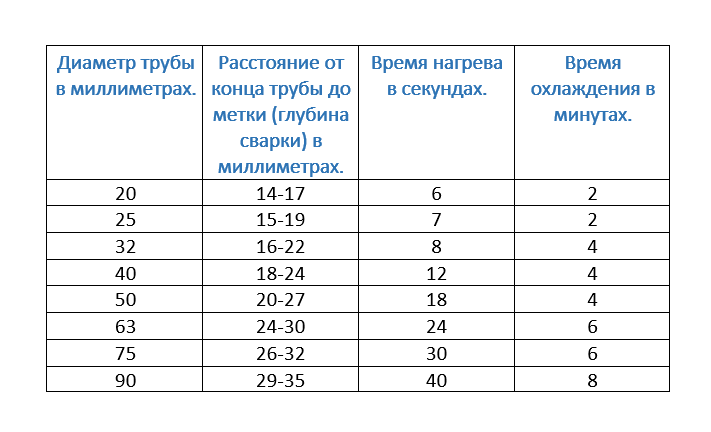
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
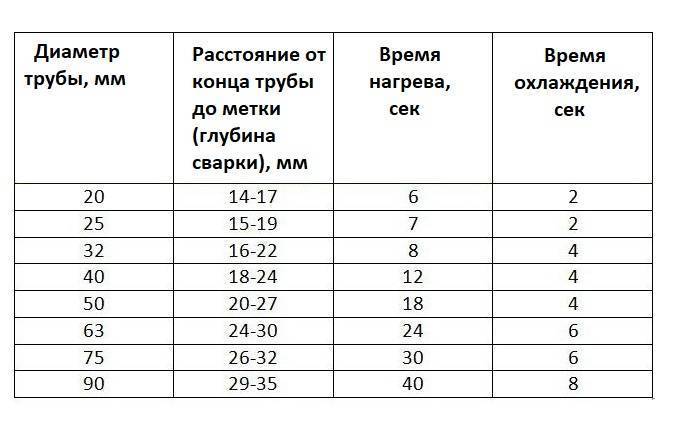
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Соединение труб пайкой с армированием
Для пайки армированных ППР необходимо очистить их от алюминиевой фольги на глубину сварки. Для очистки используют шейвер. Это металлическая втулка с режущими ножами внутри втулки. Его надевают на край трубы и вращением вокруг оси счищают армирующий слой.
Если армирующий слой находится в середине стенки ППР, то в таком случае используют торцеватель. Принцип работы такой же, как с шейвером, их разница лишь в том, что ножи внутри втулки обращены в другую сторону. Торцеватель выравнивает край ППР и снимает армирующий слой на глубину 2 мм. Обработанные торцевателем края труб паяют методом прямой (стыковой) сварки.
Диаметр ППР, армированных алюминиевой фольгой, отличается от стандартных в большую сторону и не подходит к насадкам паяльной машины. Наличие армирующего слоя требует увеличения длительности нагрева.






Выполнение сварки полимерных труб необходимо проводить в хорошо проветриваемом помещении. При плавлении полимерный материал выделяет токсичное вещество, его концентрация приводит к ухудшению состояния здоровья и отравлению.
Необходимые детали и инструменты
В любых строительных работах трудно обойтись без строительного уровня и спиртового уровня для разметки, и укладка труб не исключение.
Из инструментов также понадобятся: специальные ножницы для резки пластиковых труб, ключи и особый паяльник. Стоит подготовить и расходные материалы: сами трубы, фитинги, материал для их соединения (паклю или ленту) и герметик.
Для монтажа полипропиленовых труб необходим минимум инструментов
Когда планируется сварка пластиковых труб своими руками, большую часть инструментов легко найти дома, а расходные материалы купить по весьма умеренной цене, однако паяльник может обойтись в довольно крупную сумму.
Если объем работ небольшой, то можно взять его взаймы у друзей или напрокат в специализированной конторе, иногда даже бывает дешевле нанять специалиста, если необходимо спаять пару стыков, чем покупать паяльник.
Набор средств для проведения сварки полипропиленового трубопровода
Инструментный комплект для сварки полипропиленовых труб выглядит приблизительно следующим образом:
- электрический сварочный аппарат с подвижным электроприводом для полифузной сварки, оснащенный сварными насадками необходимых размеров;
- контактный термометр;
- специальные ножницы или резак для труб;
- спирт либо любой другой обезжириватель;
- ветошь (из натурального материала);
- рулетка;
- маркер;
- монтажное устройство для сварки элементов, диаметр которых превышает 50 мм;
- шабер.
В набор для сварки полипропиленовых труб также могут входить инструменты, имеющиеся почти в каждом доме – нож, пилка по металлу, если специальные ножницы или труборез недоступны.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Инструкция пайки разными способами
Изделия из пластика соединяются за счет взаимной диффузии материалов. Пластик доводится до состояния текучести, что обеспечивает взаимное проникновение частиц. После кристаллизации формируется монолитный слой, выдерживающий нагрев до 100°С и повышенное давление.
Диффузионный метод
Диффузионные методики (полифузная сварка) основаны на соединении предварительно расплавленных слоев пластика. Для выполнения работ используется нагревательный прибор со сменным комплектом насадок, которые прогреваются до заданной температуры электрическим током, проходящим через спираль в подошве. Сопрягаемые детали устанавливают в аппарат на 2-5 секунд, затем их стыкуют. После снижения степени нагрева формируется прочный и герметичный шов, обратная разборка стыка невозможна.
К плюсам методики полифузной сварки относят:
- быстрый процесс пайки, который не требует специальной оснастки;
- низкую себестоимость трубопровода.
Недостатком данного способа является сложность установки инструмента в труднодоступных местах.
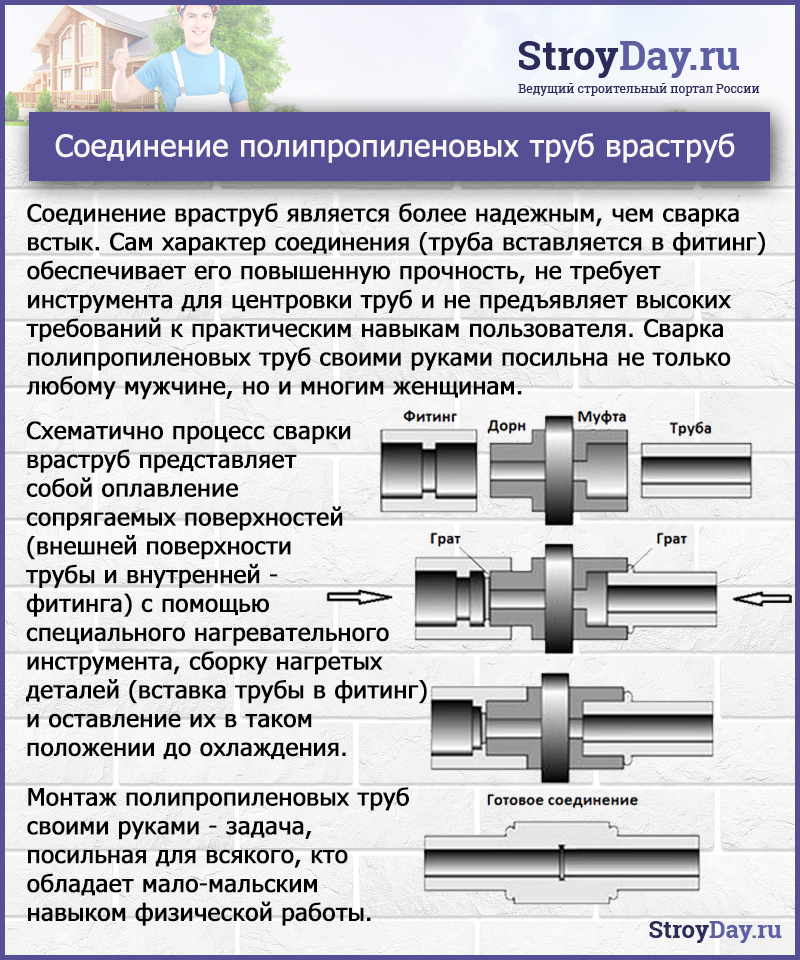
Пайка раструбным способом
Алгоритм действий при использовании раструбного метода:
- Нарезать трубы на отрезки в соответствии с монтажной схемой. Торцевые кромки обрезают ножницами под прямым углом к боковым поверхностям. Если при проверке замечают отклонение от перпендикуляра, проводят дополнительную механическую обработку поверхностей.
- Протереть детали обезжиривающим раствором, установить на паяльный прибор металлическую насадку подходящего диаметра.
- Прогреть инструмент до заданной температуры, поместить муфту и сопрягаемую трубу на соответствующие насадки.
- Дождаться размягчения пластика, затем соединить детали и удерживать их в сжатом состоянии на протяжении 10-30 секунд. При монтаже необходимо соблюдать корректное положение муфты относительно трубы. При перекосах снижается прочность шва, и возможно нарушение герметичности стыка.
- Соединить трубопровод по описанной технологии, проверить работоспособность конструкции.
Торцевая сварка
Краткая последовательность действий при торцевой пайке пластиковых водопроводных труб:
- Установить отрезки труб в аппарат для пайки. В конструкции прибора предусмотрены винтовые зажимы и направляющие штанги, позволяющие соблюсти соосность стыкуемых деталей. Следует учитывать, что торцевая сварка ПНД-труб электромуфтами пригодна для элементов, имеющих толщину стенки от 5 до 50 мм.
- Обработать кромки при помощи ножа, выравнивание проводят до момента равномерного контакта отрезков трубопровода по всей длине окружности.
- Удалить с сопрягаемых поверхностей стружки и опилки, обезжирить детали.
- Установить между пластиковыми фрагментами нагревательную пластину, которая позволяет расплавить материал.
- Удалить пластину и свести стыкуемые детали с помощью выравнивающего приспособления. При сжатии происходит деформация и диффузия разогретого пластика.
- Снять приспособление с трубопровода, на месте стыка деталей будет виден кольцевой шов. Проверка герметичности производится опрессовкой. Если пайка выполнена с нарушениями, то необходимо сварить трубы заново.
Армированный полипропилен
Краткая инструкция по соединению армированных элементов:
- Разметить трубки в соответствии с монтажной схемой, при помощи шейвера обработать торцевые кромки. Инструмент надевается на наконечник трубопровода, вращательным движением производят удаление экрана и части пластика. Процедура прекращается после срезания алюминиевой фольги до чистого пластика.
- Протереть поверхность ветошью, смоченной обезжиривающим составом.
- Надеть на очищенную секцию муфту подходящего диаметра, а затем прогреть стык паяльником.
Встречаются трубы с металлическим экраном, расположенным в глубине оболочки. При использовании шейвера уменьшается толщина стенки, что негативно влияет на прочность конструкции. В этом случае используется торцеватель, который выравнивает торцевую кромку с одновременным вырезанием защитного слоя. Затем обезжиривают поверхности и соединяют элементы трубопровода при помощи паяльной установки.
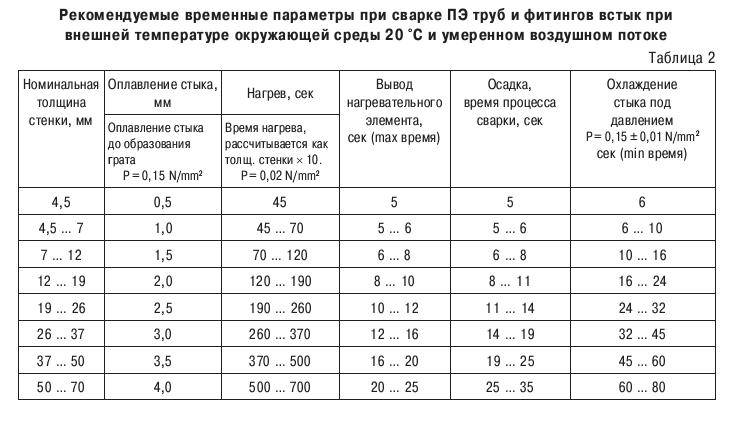
Пайка стык встык
Для труб, диаметр которых превышает 50 мм, а толщина стенок 4мм используется стыковое соединение. Перед тем как паять пластиковые трубы торцы устанавливают параллельно друг другу при помощи центрующих приспособлений.
Сделать это вручную достаточно точно невозможно, а с помощью центрующих приспособлений можно идеально совместить оси. Использовать утюг для пайки толстых полипропиленовых труб невозможно.
Когда трубы установлены на центрующее приспособление, при помощи торцевателя выравниваются торцы, инструмент должен снять не менее двух неразрывных колец стружки, чтобы подготовить трубы к пайке. Затем проверяется совпадение торцов, идеальный вариант их полное прилегание. Допустимые зазоры зависят диаметра трубы:
- 355 мм < 0.5 мм,
- 400-630 мм < 1 мм,
- 630-800 мм < 1.3 мм,
- более 1000 мм < 2 мм.
Когда трубы выставлены, их нагревают дисковым нагревательным элементом с идеально плоской поверхностью нагрева. Это происходит следующим образом. Пластина вставляется между торцов. Затем трубы плотно прижимают к пластине, прилагая усилия. Когда температура становится пригодной для сварки полипропиленовых труб, материал начинает течь и появляется грат, нажим убирают, после чего надо подождать некоторое время пока торцы глубоко прогреются.







Когда процесс нагрева заканчивается, пластину надо убрать и прижать торцы друг к другу, делается это все очень быстро. Затем прижатие торцов друг к другу усиливается, и соединение оставляют остывать, в это время можно наблюдать, как исчезает выпуклость между спаянными стенками. Пайка стык встык пластиковых труб закончена, и можно включать воду.
Способы пайки полипропиленовых труб
Существует несколько способов для соединения полипропиленовых труб и фитингов:
- диффузионная сварка,
- электрофитинги,
- холодная сварка.
Диффузионная сварка
Диффузионная сварка наиболее распространенный способ пайки полипропиленовых труб. Основан он на пластичности материала при нагревании и способности полипропилена равномерно смешиваться на молекулярном уровне (процесс диффузии).
Результатом действа является монолитное соединение 2 деталей в один узел. Проводить такую сварку можно при помощи сварочного аппарата любой конструкции – стержневого или электромуфтой.
Диффузионная сварка проводится двумя способами:
- Муфтовая сварка.
- Пайка встык.
Сварка при помощи паяльника более распространена муфтовая, когда одна часть соединения входит внутрь другой.
Электрофитинги
Удобный метод соединения полипропиленовых труб – применение электрофитингов. Суть в том, что фитинги используются не простые, а со встроенным нагревательным элементом. Сварку проводят следующим образом:
- места стыков трубы заводят в электрофитинг,
- контакты электрофитинга подсоединяют к специальному сварочному аппарату,
- нагрев и соединение проходит одновременно, мастеру следует просто выдержать необходимое время.
Эта технология используется профессионалами при выполнении большого объема работ. В самостоятельной установке полипропиленовых коммуникаций использовать электрофитинги накладно.
Холодная сварка
Холодная сварка при пайке полипропиленовых труб применяется только для монтажа коммуникаций под холодную воду. Суть метода в том, что трубы и фитинги соединяют при помощи химического вещества – в народе это называется «склеивают». В сущности, холодную сварку клеем можно назвать условно, поскольку он размягчает полипропилен подобно нагреванию.
Технология следующая:
- торцы труб зачищают, соединяемые элементы обезжиривают,
- намазывают клеем, соединяют,
- выдерживают положенное время.
Здесь не требуется паяльник и особые навыки. Соединение получается крепкое, подобное диффузионной сварке. Однако для монтажа горячего водоснабжения такое склеивание не используют.
Подготовка к сварке труб из полипропилена
- К сварочному аппарату плотно прикрепляют нагревающие насадки и, установив его при помощи регулятора на температуру 250-270 градусов, включают прибор в сеть. Время нагрева сварочного аппарата зависит от температуры окружающего воздуха. Чтобы избежать повреждений тефлонового слоя насадок в нагретом состоянии, их предварительно очищают ветошью из несинтетического материала.
- Манипуляции со сварочным аппаратом начинают тогда, когда при помощи контактного термометра и индикатора будет определено, что прибор разогрет до нужной температуры.
- Проверяют функциональность режущего ролика либо специальных ножниц, совершив 2-3 среза на опытном обрезке трубы. Срез должен получаться идеально равным, без впадин и выступов. В противном случае инструмент подлежит заточке.
- Прежде чем начинать сварку, все элементы тщательно осматривают. Стенки деталей не должны быть каким-либо образом ослаблены, закрывающие детали (фитинги) должны быть функциональны. Их резьбу проверяют деталью с противоположной резьбой.
- Отрезки труб и сваривающие штуцеры, в которые вводятся трубы, вычищают и обезжиривают. Фитинги одевают на оправу и проверяют, не слишком ли свободно они сидят. Фитинги, шатающиеся на оправе, отбраковывают.
- Отмеряют и отрезают элементы труб требуемой длины. Если для резки используется пилка по металлу, торцы труб подлежат дополнительной зачистке от заусенцев.
- Специальным приспособлением либо остро заточенным ножом скашивают стенку трубы на подготавливаемом к сварке торце под углом 45 градусов. Это касается в первую очередь труб больших диаметров (более 40 мм). Такой скос поможет избежать задира материала в процессе ввода в фитинг конца трубы.
- Перед сваркой деталей крупного диаметра обязательно контролируют их овальность.
- Прежде чем начинать сварку, снимают с труб окисленный слой по всей длине соединения, так как он способен отрицательно сказаться на качестве сварки.
- Предварительно вставляют трубу в фитинг и отмечают маркером границу входа (глубину). Здесь учитывают, что труба должна быть надвинута в муфту фитинга не до самого упора. Во избежание сужения сечения трубы в месте шва, оставляют щель как минимум в 1 мм.
 Временная таблица сварки полипропиленовых труб в зависимости от их диаметра
Временная таблица сварки полипропиленовых труб в зависимости от их диаметра