Сфера использования акриловых красок
Несмотря на то, что этот тип ЛКМ появился на строительном рынке относительно недавно, он уже успел завоевать одобрение мастеров различного класса. Акриловую краску применяют для финишной отделки таких объектов:
- Деревянных окон. Эти изделия постепенно возвращают себе былую популярность, пошатнувшуюся после внедрения пластиковых окон. Акриловое покрытие отлично ложится как на саму древесину, так и на шпаклевку, использующуюся для заделки стыков и проемов. Если перед тем, как красить окно, рамы покрыть хорошей грунтовкой, то о ремонте можно забыть надолго.
- Межкомнатных и входных дверей. Краска отлично ложится на деревянную поверхность, полотна из ДСП, ОСП и фанеры, в том числе покрытые защитной пленкой. Для того чтобы обработать труднодоступные места, используются аэрозоли. Применяя быстросохнущий материал, можно добиться того, что дверью можно будет пользоваться уже через 6-8 часов после начала работы.
- Фасадов домов, бань, гаражей, сараев и прочих сооружений, изготовленных из древесины. Вложенные затраты окупятся длительным сроком эксплуатации обработанных помещений. Они будут надежно защищены от грибка и плесени, потемнения и гниения. Используя разные колеры и их комбинации, можно органично адаптировать все строения к окружающей их обстановке.
- Декоративных изделий, расположенных внутри дома и во дворе. Акриловой краской можно покрывать скульптуры, качели, скамейки и беседки. Отделка используется не только в качестве защитного слоя, но и для художественной росписи.
- Половое покрытие. Так можно значительно сэкономить на финишной отделке или при ремонте старых полов. Акриловые краски вдохнут новую жизнь и цвет в доски, фанерные щиты и прессованные плиты. Акрилом можно покрасить даже бетонное основание, придав ему совершенно другой, оригинальный и презентабельный вид.
- Изготовление и восстановление мягкой и корпусной мебели. Этот ЛКМ придает мебели искомый цвет и оттенок, не скрывая природную текстуру и красоту древесины. Если основа сильно повреждена, то для ее выравнивания используется специальная шпаклевка. После проведения грунтовки проводится окрашивание.
Несмотря на столь широкую область использования акриловой краски и ее несомненную многофункциональность, качественный результат ее применения может быть достигнут только при соблюдении технологии работ.
Конверсионные покрытия.
Для улучшения защитных свойств и удлинения срока службы, особенно при эксплуатации изделий в атмосферных условиях, в подготовку поверхности перед нанесением ПК рекомендуется включать дополнительные операции: (преимущественно для стальных и оцинкованных поверхностей), (для алюминия и его сплавов).
Придавая исключительно важное значение подготовке поверхности перед нанесением ПК, ведущие европейские фирмы-производители ПК рекомендуют для повышения долговечности порошкового покрытия проводить специальную подготовку в соответствии со свойствами каждой конкретной поверхности (стальной, оцинкованной, алюминиевой). По их мнению наилучшими способами обработки являются:
По их мнению наилучшими способами обработки являются:
Для подготовки стальной поверхности
Обработка железофосфатными составами (получаемый тонкий слой менее 1,0 мкм), проводимая в три этапа, при совмещении обезжиривания и фосфатирования.
- обезжиривание и фосфатирование;
- промывка;
- пассивирование;
- сушка горячим воздухом при 110 — 120°С.
Обработка цинкофосфатными составами (толщина слоя 2 — 3 мкм) с использованием шести этапов:
- обезжиривание водными щелочными составами;
- промывка холодной водой;
- вторая промывка;
- фосфатирование;
- промывка холодной водой;
- пассивирование с последующей промывкой деминерализованной горячей водой;
- сушка горячим воздухом при 11140°С.
Для подготовки оцинкованной поверхности
Обработка цинкофосфатными составами, проводимая в пять этапов.
- обезжиривание;
- промывка;
- фосфатирование;
- промывка;
- пассивирование;
- сушка горячим воздухом при температуре 110 — 120°С.
Для исключения таких дефектов порошкового покрытия на оцинкованной поверхности как потеря адгезии, вспучивание, рекомендуется такой эффективный и легкий способ обработки как обдирка щетками, удаляющими оксиды цинка и увеличивающими шероховатость поверхности. Во избежание перегрева слоя цинка температура формирования порошкового покрытия не должна превышать 175 — 180°С.
Для подготовки поверхности алюминия и его сплавов
Обработка хроматными составами, проводимая в семь этапов.
- обезжиривание;
- промывка;
- травление;
- промывка;
- хроматирование;
- промывка;
- окончательная промывка.
В зависимости от типа профиля и вида алюминия (сплава) европейские фирмы предлагают также в качестве конверсионного слоя перед нанесением ПК использовать фосфохроматное и фосфофлюриоцирконовое покрытие.
Выбор операций подготовки поверхности перед нанесением ПК в каждом конкретном случае, как и выбор рецептуры того или иного состава и режимов обработки должен производиться специалистами. Только такой подход может обеспечивать высокое качество получаемого покрытия и заданную его долговечность.
Преимущества порошковых покрытий
Технология порошковой покраски металла имеет много достоинств:
- Прекрасные физико-химические и декоративные свойства покрытий, которых невозможно достичь другими способами окраски, в том числе богатая палитра возможных цветовых решений.
- Хорошие эксплуатационные свойства покрытий
- Долговечность изделий, окрашенных порошковыми красками
- Нанесение покрытия в один слой благодаря 100%-му содержанию сухого вещества, что говорит об экономичности использования порошковых красок
- Малая пористость
- Улучшенные ударопрочные и антикоррозийные свойства по сравнению с другими красками
- Отсутствие необходимости контроля вязкости, так как порошковые краски поставляются непосредственному потребителю в готовом к использованию виде
- Потери при окраске порошковыми красками составляют 1-4%, а, например, при использовании жидких красок – около 40%
- Затвердевание покрытия в течение 30 минут
- Отсутствие необходимости в больших помещениях для хранения порошковых красок
- Минимум повреждений окрашиваемых деталей при транспортировке и снижение затрат на их упаковку
- Экологическая безопасность покраски порошковыми красками
Ввиду всех вышеперечисленных достоинств данного способа окрашивания металла, большинство промышленников сегодня отдают своё предпочтение именно ему.
ПОРОШКОВАЯ ПОКРАСКА
В спектр услуг компании «Артметалл» входят услуги порошковой покраски металла, снискавшей большую популярность в области покраски металлоизделий.
С её помощью поверхность приобретает высокие декоративные свойства, антикоррозию, ударостойкость. Ей не страшны: осадки, выгорание на солнце, высокие и низкие температуры. Ни одно лакокрасочное средство не может сравниться с эксплуатационными преимуществами порошковой краски.
Порошковая окраска металла позволяет получить качественное и надежное полимерное покрытие, дверей, ворот, заборов, оконных решеток и лестниц. После процесса порошковой окраски изделие становится стойким к органическим растворителям, бензина, растворам кислот, щелочей. Полимерно-порошковая покраска абсолютно экологически безопасна, её технология не предусматривает каких либо растворителей, не токсична и не пожароопасна.
Сфера применения порошковой покраски
Технология порошкового полимерного покрытия применяется:
- в производстве фасадных элементов,
- оконных профилей,
- металлической мебели,
- кровельных материалов,
- офисной и садовой мебели,
- ворот,
- заборов,
- мебельной фурнитуры,
- автомобильных дисков,
- приборных щитков,
- радиаторов,
- холодильников,
- спортинвентаря,
- дверей и практически любых других металлических поверхностей, которые нужно надежно защитить от коррозии, исключая потеки на вертикальных поверхностях и сморщивания покрытий при сушке.
Мы предоставляем услуги порошковой окраски, в следующих направлениях: оборудование, кровельные материалы, бытовая и медицинская техника, отопительные батареи, профили, конструкции, радиаторы.
Порошковые краски
Компания «АртМеталл» предлагает услуги по полимерному покрытию Ваших изделий из металла любой степени сложности. Используем краски от известных и проверенных временем производителей, цвета которых измеряются по шкале RAL. Подготовка поверхности изделия к процессу порошковой покраски включает в себя: очистка, обезжиривание, грунтовка (по желанию заказчика), сушка. Иногда бывает достаточно лишь обезжиривания органическим растворителем.
Кроме обычных гладких, матовых и глянцевых порошковых красок, которые используют многие, мы активно используем краски с различными текстурами и спецэффектами:
- антики
- шагрени
- металлики
- полимерные лаки
- краски с эффектом кожи, шелка, дерева
Каталог цветов RAL
|
RAL |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Покраска типа «Крокодиловая кожа»
Покраска типа «Антик»
Покраска типа «Металлик»
Покраска типа «Сахара»
Приемы подготовки и покраски: принцип работы
Необходимые материалы

Чтобы провести подготовку поверхности и её окрашивание, необходимо иметь смесь для грунтования. Её нужно подбирать по обрабатываемой основе в зависимости от вырабатываемого взаимодействия. Нельзя брать грунтовку для дерева, чтобы обрабатывать металл.
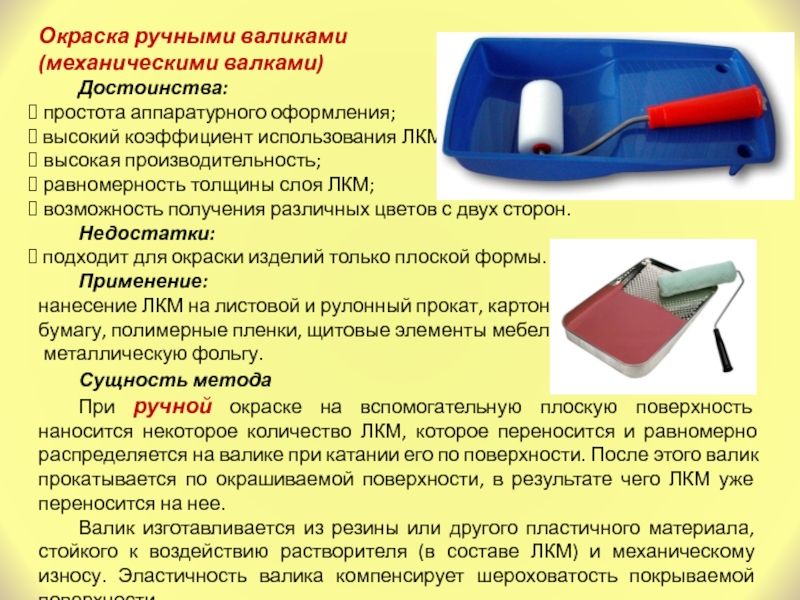
Нужно приготовить ёмкость, в которой будет смешиваться нужный состав, валик для обработки ровных участков и кисточку для покраски труднодоступных мест. Можно подготовить краскопульт, если площадь обработки большая.
Очистка от пыли, грязи
Сначала с поверхности удаляется вся скопившаяся грязь, пыль. Если есть следы предыдущего покрытия, то они также убираются. Новый слой нельзя класть на старый, так как срок службы отделки сильно уменьшится, а вид такого наложенного слоя будет намного хуже.
Очищать можно влажной тряпочкой, если стена свежая, без изъянов. Шпателем или ножом соскребается старый слой краски. Эту работу нужно выполнять старательно, так как даже малейший недочёт будет хорошо заметен. Исправить такие огрехи очень трудно, а иногда невозможно.
Обезжиривание
Металлическая очищенная поверхность должна быть обезжирена. Сначала она очищается от масляных пятен или других покрытий растворителем. Необходимо им протирать основание, даже если не видно маслянистых следов характера. Это повысит степень сцепления красящих слоёв с основанием, поэтому нельзя его пропускать.






Нужно прочищать внутреннюю часть основы и труднодоступные части, затем промыть мыльным раствором, удалить всё лишнее струёй воды.
Внимание
Эти действия проводятся с металлическими поверхностями на открытом воздухе, т. е. с внешней стороны здания. После очистки необходимо дождаться полного высыхания.
Ниже представлено видео об обезжиривании металлической поверхности:
Шпаклевание при дефектах

Если на металлическом основании видны дефекты, их нужно исправить и покрыть участок антикоррозийным составом. Выбирать его нужно внимательно: от его качества будет зависеть срок эксплуатации поверхностного слоя.
Раствор тщательно распределяется по плоскости стандартными для работы инструментами (валиком или кисточкой), после высыхания шлифуется. Результатом работы должна служить идеально гладкая поверхность, которая при свете даже может блестеть.
Чистка от ржавчины
Способы очистки от ржавчины:
- Механический (щёткой по металлу). Перед очисткой ржавого налёта деталь фиксируется в тисках. Тереть поверхность щёткой надо круговыми движениями. Продолжительность процесса зависит от количества ржавчины и жёсткости металлического ворса.
- Химический. При большом объёме работ ржавчину удаляют едкими веществами. Например, хороша для этих целей уксусная кислота. Но для больших поверхностей нужно её добавлять в любое антикоррозийное вещество и постепенно распределять металлической щёткой по периметру.
Эти способы обычно совмещают для получения нужного эффекта. Ржавчина, глубоко въевшаяся внутрь, легко растворяется едкими составами, а щётка дополнительно выравнивает все изъяны, снимает их со стены.
Ниже представлено видео об очистке металлической повехности от ржавчины:
Шлифовка
Шлифуют металл болгаркой с разными насадками нужного диаметра и размера. Они имеют форму металлической щётки, которая может быть дисковой, конусной или чашечной. Если предполагается удаление старого многослойного покрытия, подойдут жёсткие щётки. Насадки сделаны из витой металлической проволоки, легко снимают слой старой краски.
При зачистке помните, что после обработки должно остаться как можно больше металла на сварном шве. Правильная обработка сварных швов возможна при наличии диска толщиной не менее 3 мм. Иначе диск болгарки может лопнуть, нанести вред окружающим предметам и здоровью оператора.
1.4. Области применения порошковых красок
Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все, за редким исключением, покрытия.
В США автомобильная промышленность потребляет около 15 % всех производимых в стране порошковых красок, и применение их все расширяется благодаря высокому качеству получаемых покрытий, по экономическим причинам, а также по соображениям экологии. Порошковые краски используются некоторыми производителями автомобилей для создания промежуточных грунтовочных слоев при получении наружных покрытий, а также для окончательной отделки внутренних деталей. Возрастает применение порошковых материалов для отделки различных автомобильных деталей, где необходима надежная защита наряду с хорошим декоративным видом. Диски колес, бамперы, рамки для зеркал, масляные фильтры, блоки двигателя, корпуса электрических аккумуляторов, рессоры — это лишь некоторые из многих деталей автомобилей, окрашиваемых порошковыми красками. Порошковые лаковые композиции для использования поверх основных наружных покрытий корпусов автомобилей являются альтернативой жидким органорастворимым лакам.
Производство товаров народного потребления представляет собой не единственную область рынка, использующую термоотверждаемые порошковые краски; на нее приходится около 17 % всего их потребления. Поскольку развивается тенденция замены силикатных эмалей порошковыми красками, использование порошков на рынке товаров народного потребления будет продолжать расти. В число областей применения порошковых материалов входит также окрашивание корпусов и кожухов различных изделий, морозильных камер, сушильных барабанов, корпусов стиральных машин и т. д.
Производство садового оборудования и инвентаря также является крупным потребителем порошковых красок (около 7 % от общего их потребления). Промышленные производства потребляют около 56 % всех порошковых материалов. Под промышленными производствами подразумеваются все другие, за исключением вышеупомянутых автомобильной промышленности, производства товаров народного потребления, архитектурных сооружений и садового оборудования и инвентаря.
Большими потенциальными областями потребительского рынка могут быть производства изделий из алюминиевого проката, представляющие в настоящее время 4% всего североамериканского рынка, потребляющего порошковые краски. Последние достижения в развитии полиэфир-тригли-цидилизоциануратных (ТГИЦ) систем и материалов на основе фторсодержащих полимеров позволили порошковым краскам конкурировать с жидкими системами при окрашивании архитектурных сооружений по прочности, атмосфероустойчивости и стойкости к обесцвечиванию. Некоторые из таких покрытий в различных строительных областях успешно эксплуатируются более 15 лет.
Порошковые краски на потребительском рынке — самый быстро растущий сегмент в структуре всех лакокрасочных материалов. Из примерно 5000 видов порошковых красок на североамериканском рынке используется около 1000 (табл. 1.1).
Таблица 1.1
|
Металлические субстраты |
|
|---|---|
|
Тяжелое, транспортное и сельскохозяйственное машиностроение |
Станки, трубы (газовые, нефтяные, систем мелиорации и водоснабжения), детали автомобилей и мотоциклов, велосипеды |
|
Приборостроение, электротехническая, радио- и электронная промышленность |
Трансформаторы, конденсаторы, приборы, инструменты |
|
Производство товаров народного потребления, бытовой техники |
Холодильники, водонагреватели, кондиционеры, отопительные радиаторы, пылесосы, металлическая мебель, детали швейных машин, корпуса газовых и электроплит, стиральных машин |
|
Строительство |
Арматура, оборудование спортплощадок, светотехническое оборудование, металлические оконные рамы и шифер |
|
Неметаллические субстраты |
|
|
Строительство |
Облицовочные фасадные плитки, асбоцементные, керамические; черепица |
|
Производство товаров народного потребления |
Декоративные керамические изделия, изделия из пластмассы, древесины |
Популярные составы
Подбор метода окрашивания металла напрямую зависит от выбора краски, особенностей покрытия, вида грунтовки. Популярные краски для окрашивания металла:
- Эпоксидная. Высокотоксичные краски, используемые для работы на открытом воздухе. Отличаются высокой прочностью, повышенной сложностью процесса окрашивания.
- Масляная. Приготовлены из органического сырья, требуют тщательной грунтовки. Подходит для работы в вентилируемом помещении, на свежем воздухе.
- Алкидная. Износостойкая, подходит для работы с разными поверхностями. Отличается хорошим сцеплением без предварительной грунтовки.
- Акриловая. Современная краска с высоким содержанием полимеров в составе. Отсутствует выраженная токсичность.
- Резиновая. Нередко используется для окрашивания металлических поверхностей, выдерживает смену температур и погодных условий.
Отдельного внимания стоят порошковые составы. Они позволяют покрывать большие участки без разводов, полос. Получается стойкое, равномерное покрытие, которое годами сохраняет цвет и потребительские качества. Иногда методы окрашивания металла подразумевают использование специальной продукции:

![Покраска металлических изделий 👉 [основные методы]](https://ihomesystems.ru/wp-content/uploads/2/9/9/299b6872bc88bc49ebe1429230feb761.jpeg)


- средства для нейтрализации ржавчины;
- средства против возникновения коррозии;
- молотковые краски;
- многофункциональный грунт-эмаль;
- кузнечные краски;
- нитрокраски.
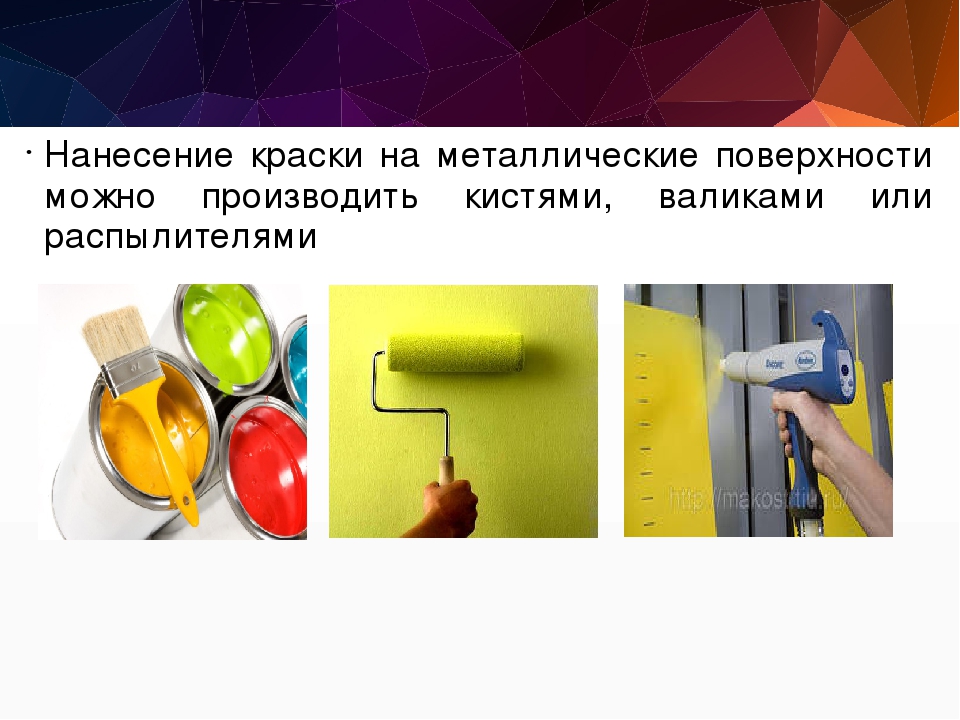
Для окрашивания используется сам состав и подготовленная поверхность. Применяют автоматизированное оборудование, валики, кисточки, краскопульты. Пригодятся смеси для грунтования, отдельные составы для обезжиривания.
Выбор подходящей краски
В зависимости от типа поверхности, один и тот же красящий состав может по-разному взаимодействовать с металлом. Именно поэтому стоит подробно изучить особенности металлических объектов, которые предназначены для частичной или полной покраски:
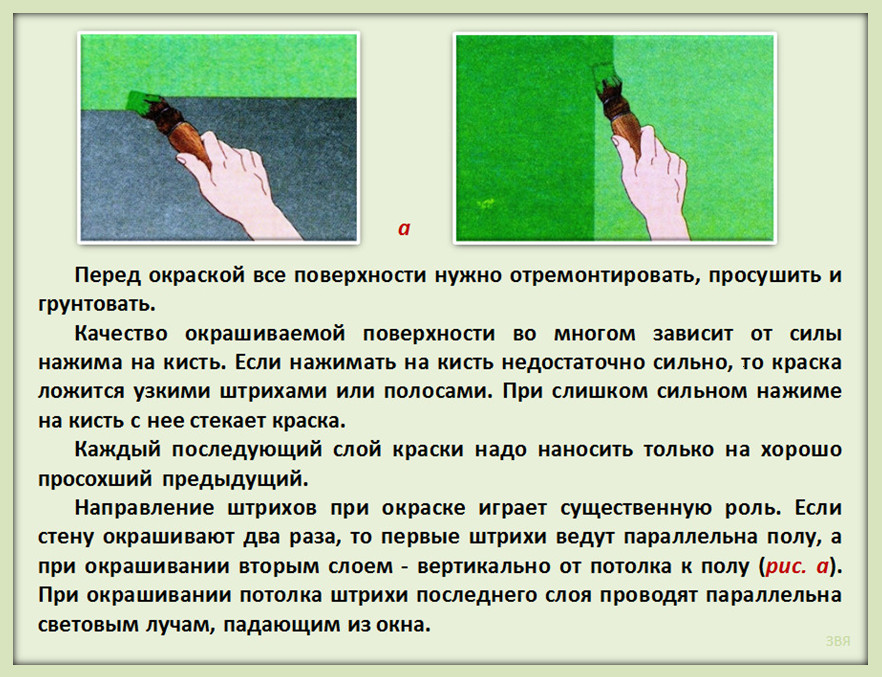
Для черных металлов лучше подойдут краски на масляной основе. Что же касается способа применения красящего вещества, то тут следует быть предельно аккуратным – раствор необходимо наносить кистью или валиком быстрыми резкими движениями (в противном случае поверхность может начать окисляться, и слой будет ложиться неравномерно и с проплешинами). При окислении металлическая поверхность теряет ряд своих эксплуатационных качеств – понижается прочность, срок службы материала и устойчивость к атмосферным воздействиям.
Металлические поверхности из оцинкованной стали не требуют дополнительной защиты, поскольку соединение цинка (его наносят на основу черных металлов) обладает высокой износостойкостью и устойчивостью к агрессивным условиям окружающей среды. Именно поэтому для покраски такого рода объектов используют эмалевые смеси на алкидной основе.
Как показывает практика, цветные металлы лучше взаимодействуют с лакокрасочными составами на эпоксидной либо полиуретановой основе, однако окраска порошковой краской также является весьма эффективным способом.
На видео: как покрасить оцинкованную деталь.
Подтеки
Подтеки могут возникнуть из-за следующих факторов:
- увеличения значения давления воздуха на подачу краски (увеличенная концентрация «факела»);
- увеличения времени окрашивания и напряжения;
- увеличения температуры отверждения;
- повышенная способности краски к разливу.
Во избежание негативных последствий в первых двух случаях достаточно произвести регулировку основных параметров покраски: подачи краски, напряжения и времени напыления. Соответствие выбранного температурного режима рекомендованному способствует более качественному отверждению, а избежать появления подтеков позволит метод контрольной окраски в рекомендованном режиме. Если после данной процедуры подтеки не исчезнут, то следует заменить краску.
https://youtube.com/watch?v=TouItlAP1ME
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Шагрень
На появление «шагрени» при применении метода порошковой покраски оказывает влияние целый ряд потенциально возможных причин:
- Превышение срока хранения порошковой краски.
- Превышение максимально допустимой толщины покрытия.
- Недостаточное время и температура отверждения.
- Присутствие в краске крупнодисперсных фракций.

Дефект ЛКП — шагрень.
Дефекты, возникающие при порошковой покраске в результате описанных выше причин , устранить довольно просто. Проверка даты изготовления краски позволит проконтролировать превышение регламентированного срока хранения, а толщину покрытия можно отрегулировать путем уменьшения либо увеличения подачи порошка, напряжения либо времени нанесения краски.
Изучение соответствующих рекомендаций по соблюдению необходимого режима отверждения и измерение основных параметров (времени и температуры в камере полимеризации) позволит избежать появления «шагрени» на окрашиваемой поверхности. Дисперсность порошковой краски легко проверяется при помощи сита, оснащенного сеткой №01 (остаток на данной сетке превышает нормативные показатели на 0,5% — 1,0%).
Порошковая окраска металлических изделий: технология процесса и основные этапы
Технологический процесс порошковой покраски разделяются на следующие этапы:
- подготовка окрашиваемой поверхности;
- нанесение краски в виде порошка;
- формирование жидкой плёнки при высокой температуре;
- химическое отверждение плёнкообразующего материала (при использовании термореактивных красок);
- окончательное формирование покрытия.
Подготовка поверхности
При подготовке окрашиваемой поверхности следует учитывать, что необходимо обеспечить не только смачиваемость с жидкой фазой плёнкообразователя, но и равномерное распределение порошковых материалов при напылении
Уделяется внимание как удалению всевозможных поверхностных загрязнений, так и обеспечению поверхности необходимой шероховатости. Дополнительно к механическим способам подготовки поверхности могут использоваться и химические, такие как обезжиривание, травление или фосфатирование
Нанесение порошковых материалов
Порошковая окраска металла осуществляется:
- электростатическим напылением;
- погружением во взвешенный слой электризованного порошка;
- газопламенным способом.
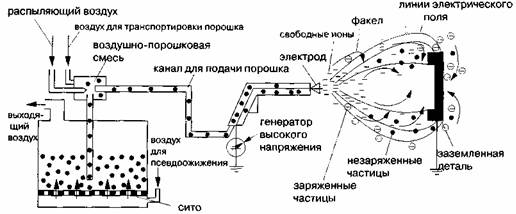
Благодаря своей простоте и универсальности, наибольшее применение получило нанесение краски электростатическим напылением. Для плоских поверхностей могут использоваться специальные магнитные щётки-валики по технологиям, используемыми в копировальной технике. Окунание в «кипящий слой» используется на автоматических линиях при конвейерном производстве однотипных изделий. Газопламенный способ из-за чрезмерной неравномерности слоя и свойств получаемого покрытия распространения не получил. Существующее плазменное напыление отличается применением низкотемпературной плазмы для нагрева частиц и использованием инертного газа; ограничивается использованием термостойких порошков при нанесении тонких покрытий на термостойкие материалы.
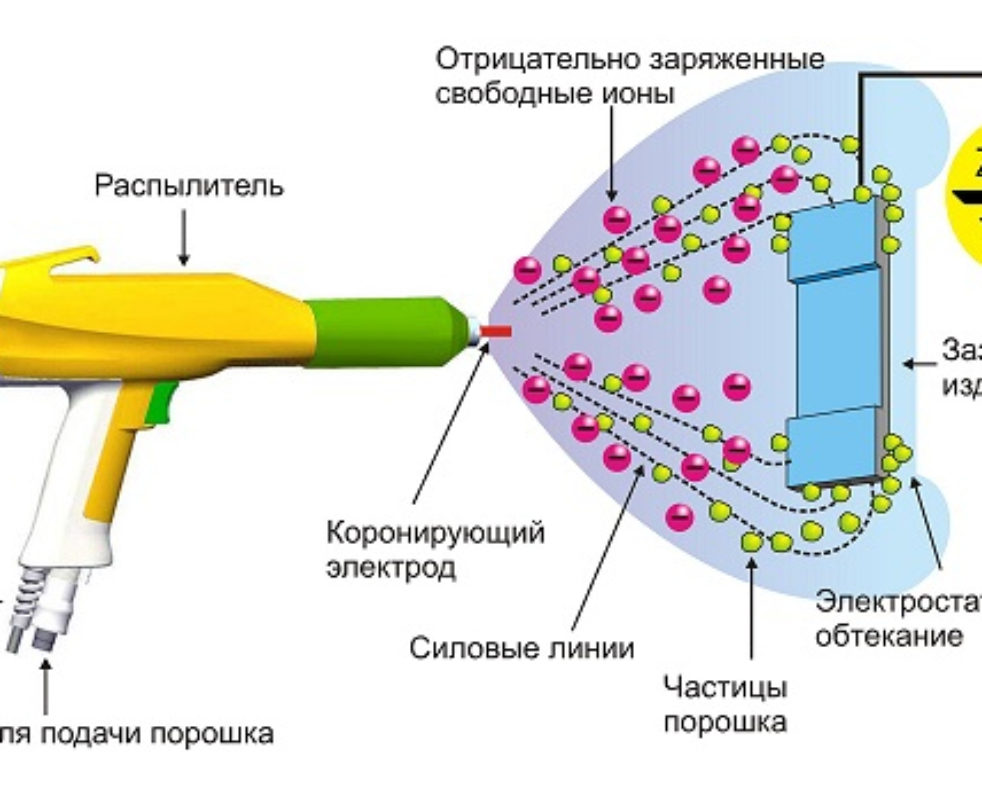
Удержание и равномерность распределения на поверхности металлических изделий порошковых материалов обеспечиваются за счет электростатических сил взаимодействия заряженных частиц краски и «электронейтральной» поверхности. Перед напылением частицы краски в пистолете получают электрический заряд:
- в поле коронарного заряда, создаваемого электродом;
- за счет трения о поверхность оборудования.
Заряд частиц, как правило, отрицательный, величина заряда должна соответствовать оптимальному диапазону, позволяющему удерживать частицы на поверхности до образования жидкой плёнки и не нарушающему технологию нанесения. Регулируется характеристиками электрода или скоростью движения частиц при трении о поверхность оборудования, площадью и материалом поверхности.
При электростатическом напылении покрытия одинаково качественно формируются на горизонтальных и вертикальных поверхностях. Нулевой заряд металлического изделия обеспечивается заземлением.
Формирование жидкой плёнки
Технология нанесения порошковой краски
Пленкообразование происходит при нагреве порошковых материалов до вязко-текучего состояния, при этом происходит:
- деформация и вязкое течение материала;
- удаление воздуха;
- смачивание жидким материалом поверхности подложки.
При производстве труб и металлического профиля используется нанесение порошка в «кипящем слое» на предварительно нагретые заготовки, процесс формирования жидкой плёнки происходит за счет аккумулированного тепла или дополнительного нагрева.
В случае использования термореактивных красок при высокотемпературной выдержке дополнительно происходит химическое отверждение жидкой плёнки за счет полимеризации или поликонденсации плёнкообразователей. Это удлиняет время высокотемпературной выдержки, повышает затраты и снижает производительность. Существуют составы на основе термореактивных смол, ускоренное отверждение плёнок которых происходит при ультрафиолетовом облучении.
Окончательное формирование покрытия
Итоговое формирование пленки происходит при охлаждении изделия. Условия могут отличаться как скоростью охлаждения, так и средой. Прочностные характеристики покрытия и силы адгезии, в зависимости от условий формирования, может изменяться на десятки процентов. При этом для разных видов полимеров практикуется ускоренное и замедленное охлаждение . Охлаждение покрытия в пластифицирующих полимерных средах может снизить внутренние напряжения покрытия до нуля.
В отличие от термореактивных, термопластичные краски позволяют легко устранять дефекты покрытия с использованием повторного «спекания».
Несмотря на сложность колеровки, некоторые производители предоставляют порошковые краски до 250-ти цветов по таблицам RAL.
Способы проведения подготовительных работ
Подготовка металлических поверхностей под окраску может осуществляться несколькими методами:
Механическая очистка
Снятие ржавчины своими руками с использованием специальных инструментов наиболее эффективно и имеет наибольшее распространение.
Осуществляться может следующим оборудованием:
- Проволочная щётка. Цена такого инструмента низкая, и, следовательно, его использование наиболее экономно. Но и применение его ограничено небольшими очагами коррозии, зачисткой сварных швов и первичной обработкой поверхности. К тому же в процессе выделяется огромное количество металлической пыли.

Использование проволочной щётки для первичной обработки
- Шлифовальные диски. Подготовка металла под покраску абразивными инструментами при хорошем качестве расходного материала и наличии специальных навыков может иметь довольно-таки высокое качество. Но также ограничивается небольшими участками заражения.

Снятие ржавчины с использованием шлифовального диска
- Пескоструйная установка. Хоть такая аппаратура и достаточно дорогая, зато бомбардировка поражённых коррозией мест частицами песка под высоким давлением позволяет достичь очень высоких результатов, справляясь и с ржавчиной, и с окалиной, и с нагаром, и со слоем старой краски. Её размеры вполне мобильны, а песок для работы подходит обычный речной.

Пескоструйная обработка железной стены
- Оборудование гидроабразивной обработки. В этом случае вместо песка под давлением выстреливает смесь воды и абразива. Использование такого устройство возможно только в промышленных условиях на заводе.

Полная ликвидация любого вида коррозии
Химическая очистка

Нанесение химически активных веществ с помощью распылителя
Инструкция применения данного метода заключается в нанесении специальных составов на поражённую ржавчиной поверхность с помощью кисти или пульверизатора для покраски.
Бывают они двух категорий:
- Смываемые. Требуют удаления с использованием воды после завершения химической реакции.
- Несмываемые. Такие вещества выступают грунт-преобразователями. Полноценной грунтовки они не осуществляют, но зато исключают обязательный контакт с водой. (См. также статью Как сделать грунтовку под шпаклевку.)
Химическая подготовка поверхности металла под покраску осуществляется такими составами:
- Серной или солярной кислотой с обязательным добавлением ингибиторов коррозии. Растворяет следы ржавчины.
- Ортофосфорной кислотой. Упрочняет поражённые места.
- Соединением молочной кислоты и вазелинового масла. Преобразуют продукты коррозии в лактат железа, легко убирающийся ветошью.
Термическая очистка
Путём использования кислородно-ацетиленовой горелки хорошо ликвидируется окалина, но остаётся много ржавчины. Поэтому на сегодняшний день данный метод практически не востребован.








Общие советы по окраске
Не всегда нужно проводить зачистку от ржавчины. Если коррозийный слой ровный и тонкий (напоминает пыльцу), то лакокрасочный материал легко сцепится с поверхностью без очищения.
Наносить слой краски нельзя, если ржавчина начала «отходить» от деталей или вздулась. Никакой состав не удержится на такой поверхности. То же самое касается не обезжиренных участков.
Краска по металлу для наружных работ должна быть устойчивой к погодным условиям. Выбирайте атмосферостойкие лакокрасочные материалы.
Матовый цвет хорошо маскирует мелкие дефекты, но если вы решили придать поверхности глянцевый вид, то перед нанесением каждую деталь нужно тщательно обработать и очистить – глянец не скрывает недостатки, а наоборот, вытягивает их наружу.
Чтобы сэкономить при окрашивании валиком, периодически отжимайте его – валик впитывает очень много краски.
Железо не впитывает лакокрасочный материал, поэтому наносить лак или эмаль нужно только тонким слоем (лучше всего подходит краскопульт).
Не используйте распылитель, если краска быстросохнущая.
Никогда не окрашивайте батареи или отопительную систему во включенном состоянии. Для труб рекомендуют использовать термостойкую эмаль.
Не стоит покупать дешевые лакокрасочные материалы. Лучше купить краску по металлу дороже, зато потом не придётся тратить время и силы на переделку. Покрыв металл качественной эмалью, вы увеличите срок эксплуатации изделий.
Итог
Порошковое окрашивание — это наиболее экономичный, быстрый и экологичный способ получения надежной защитной поверхности на металле. Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Сложности технологии заключаются в строгом соблюдении всех этапов. Для этого необходимо наличие специальной производственной линии. Проблемы могут возникнуть при:
- окрашивании крупногабаритных предметов;
- изделий сложной формы;
- конструкций из смешанных материалов.
Перед другими типами окрашивания сухой способ имеет бесспорные преимущества:
- безотходность;
- разнообразие красок по стоимости и свойствам;
- высокие физико-механические показатели окрашенной металлической поверхности.
По этим причинам порошковое окрашивание стало одним из самых популярных современных методов защиты металла от повреждений.



