Станок «Улитка» для ковки своими руками
согласно чертежам и технологии
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
https://youtube.com/watch?v=rUTdr5Cb9SE
Сборка станка
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Это интересно: Циклоны для очистки воздуха от пыли — виды, изготовление своим руками
Сущность операции и ее возможности
В ходе продольного скручивания пруток подвергается винтообразному переплетению оси, причем многократному. Поскольку напряженное состояние кручения характеризуется преобладанием напряжений сдвига, к которым макроструктура металла особенно критична, то далеко не все заготовки, даже при совершенном, с технической точки зрения, станке, способны выдержать торсировку без трещинообразования.
Горячая торсировка имеет ряд преимуществ: пластичность разогретого металла повышается, сопротивление деформированию, наоборот, понижается. Следовательно, снижаются нагрузки на привод станка. Во многих случаях (скручивание мягких металлов и сплавов, малоуглеродистых сталей и т.п.) можно выполнять операцию усилием самого кузнеца. Таким способом можно успешно деформировать прутки некруглого поперечного сечения, у которых пластический момент сопротивления различен по разным осям.
Вместе с тем горячее деформирование сопровождается образованием окалины, которую на готовых полуфабрикатах удалить довольно сложно. Кроме того, в процессе продольного скручивания возможно залипание отдельных зон заготовки, что препятствует дальнейшей работе над изделием, например, формированию двойной спирали.
С точки зрения возможности получения брака, ручная торсировка безопаснее, поскольку в противном случае можно «перекрутить» заготовку. Станок «Торсион» с электроприводом в таком случае следует оснащать недешевыми шаговыми двигателями, которые в состоянии останавливать вращение заготовки после определенного числа оборотов.
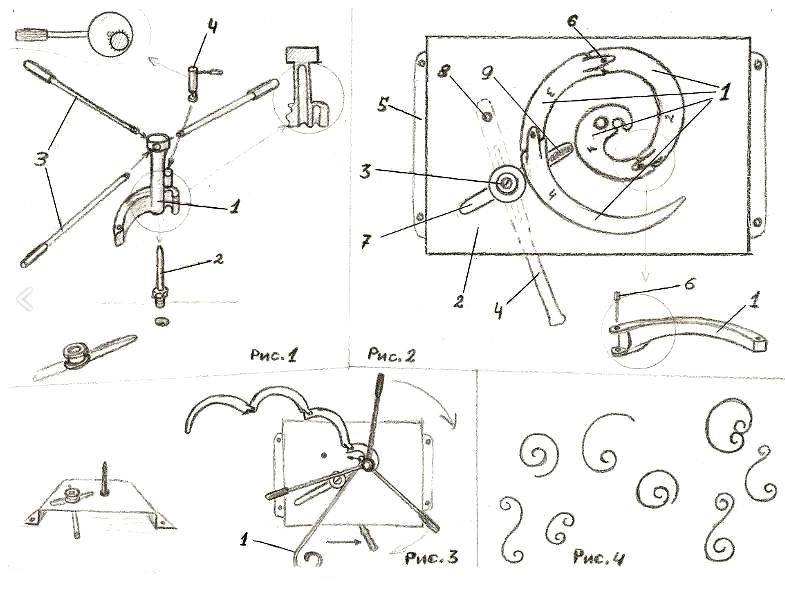
Типичные виды брака при выполнении данной операции представлены на рис. 1.
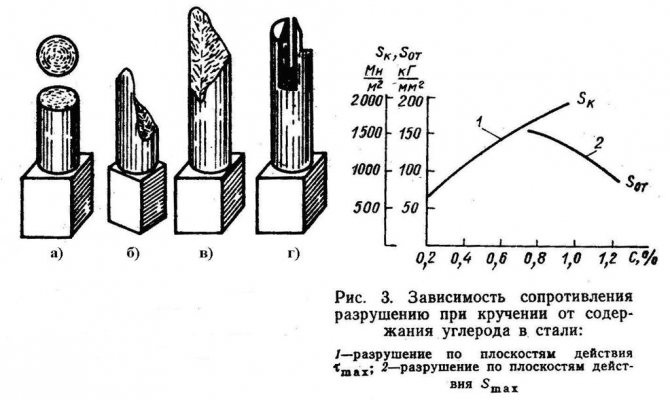
Рисунок 1: а) — срез прутка из материала с малой пластичностью; б) срез при недостаточном закреплении прутка в зажимах станка; в) срез при перекручивании заготовки; г) срез при неоднородной структуре металла
Таким образом, выбор способа выполнения данной кузнечной операции следует производить с учетом пластичности металла (использовать преимущественно горячекатаный прокат малоуглеродистых сталей), скорости скручивания (с ростом динамики процесса напряжения в материале увеличиваются), а также способа закрепления заготовки.






Процесс холодной ковки
С работ по холодной ковке обычно новички начинают обучаться обработке металла, так как этот процесс довольно безопасный и простой, поскольку в данном случае вам не нужно будет сталкиваться с высокими температурами, как при остальных видах ковки.
Для данного процесса, как правило, применяют готовый шаблон, а именно, заготовки изделий. Естественно, у холодной ковки существуют и свои нюансы, обычно они состоят в том, что деталь во время работы легко деформировать или повредить: кованые изделия часто ломаются, и исправить это положение уже никак не получится, потому выполнять ковку необходимо очень аккуратно.
Но, с помощью качественного станка и чертежа будущего изделия, можно с легкостью научиться делать изделия волнообразной, витой и другой оригинальной формы. Процедура обработки деталей с помощью холодной ковки проходит в несколько этапов. Для начала создают чертеж или шаблон будущего изделия.
Необходимо просчитать размеры детали, чтобы, купить необходимое количество сырья, а также, чтобы правильно отрегулировать станок. Различные станки могут давать разные возможности для изготовления узоров – это будет зависеть от сложности изготовления приспособлений. К примеру, простейшие станки, собранные своими руками, могут только изгибать детали, при этом используя более сложные конструкции можно создавать узоры и другие изделия.
Затем, когда чертеж или шаблон подготовлен, необходимо запастись нужным количеством сырья в соответствии с вашими подсчетами. Для холодной ковки вам будут необходимы металлические прутья, их можно приобрести в магазине. Прутья обязаны быть не очень толстыми, в противном случае их будет тяжело согнуть. Дальнейший этап – изготовление деталей.
Самое главное здесь – правильно установить настройки, чтобы во время работы станка детали не деформировались и не повредились, так как исправить это уже не получится.
В самом конце происходит крепление изготовленных деталей на каркас. Это делается с помощью сварки. Особенно внимательными при сварке надо быть с тонкостенными трубками, так как их довольно легко прожечь, и в этом случае конструкция будет неисправна и вам нужно все проделывать заново.
Но перед тем как приступать к холодной ковке, вам, естественно, будет необходимо изготовить станок, который для этого требуется. Станок «Улитка» — самое популярное приспособление для изготовления металлических узоров с помощью холодной ковки.
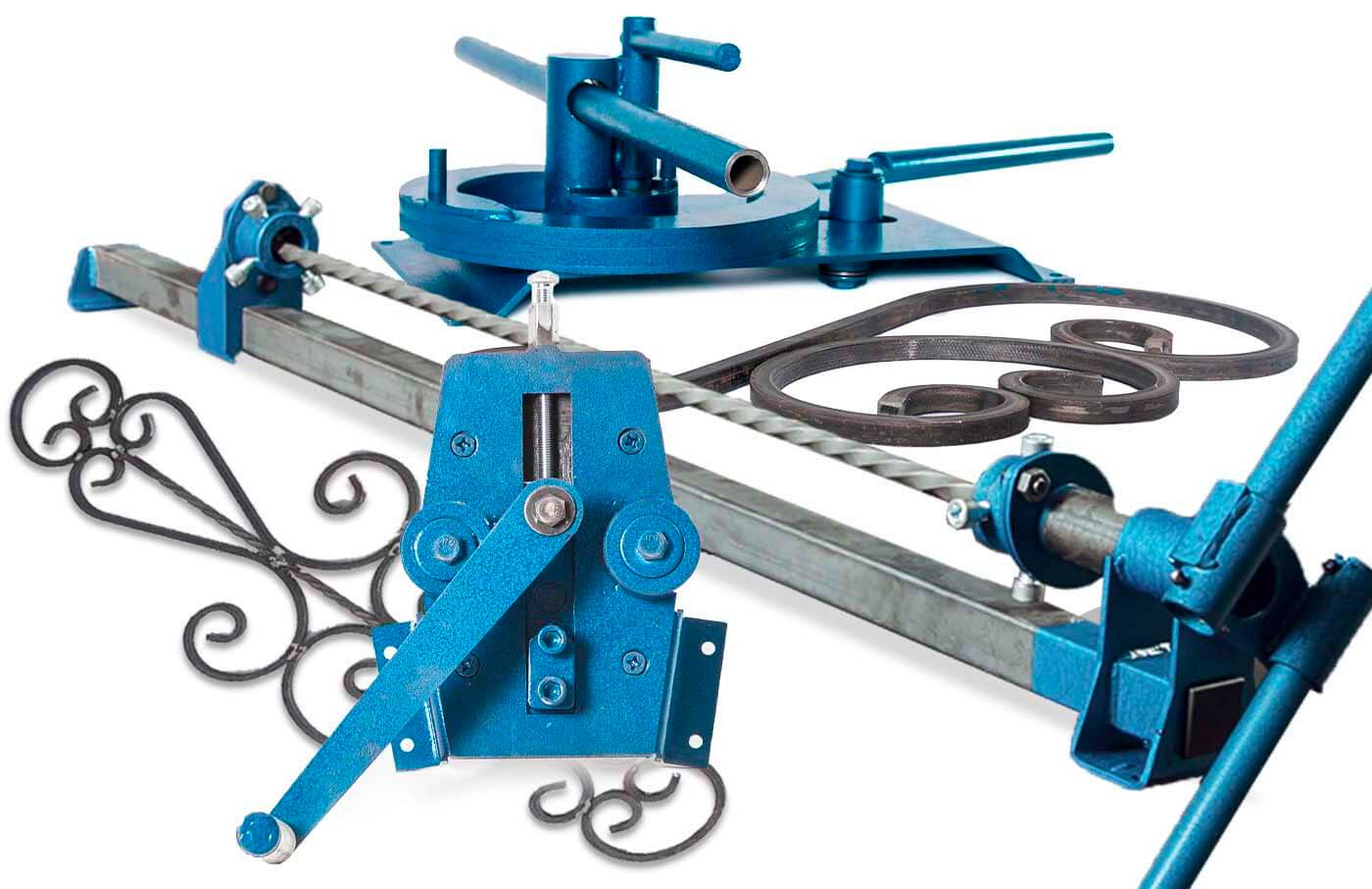
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.

Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
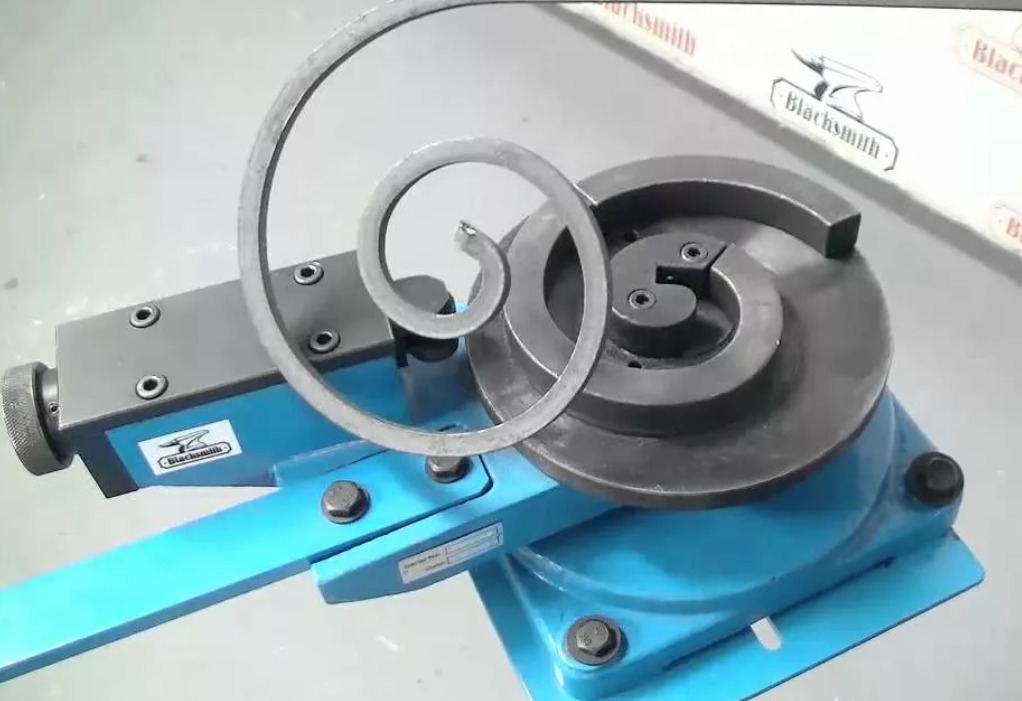
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
https://youtube.com/watch?v=lXzm3RtqxS8
Твистеры
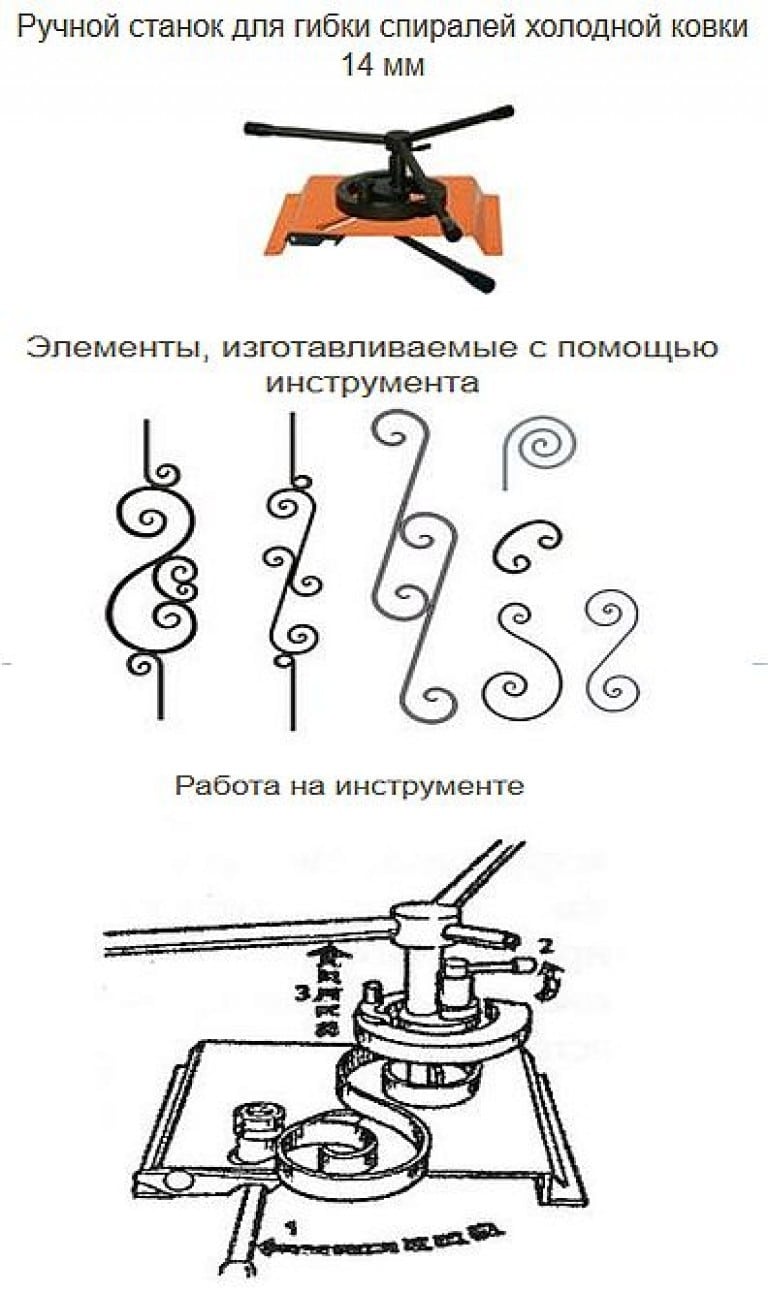
Издавна кузнецы вили завитки вхолодную по шаблону-оправке рожковым рычажным захватом, поз. 1 на рис. Способ это малопроизводительный и не для хлюпиков, но позволяет достаточно быстро и просто делать разнообразные гибочные оправки из обычной стальной полосы: концевой (упорный) рог рычага не дает шаблону податься под давлением заготовки. Серединный (обводной) рог желательно делать скользящим с фиксацией: работа пойдет медленнее, но, особенно в неопытных руках, точнее.
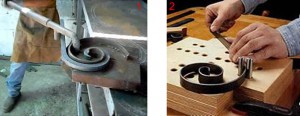
Простейшие приспособления для холодной художественной ковки
Другое простое приспособление для ручной фасонной гибки – прочная доска с опорным штырями – проставками, поз. 2; в качестве них подойдут обычные болты М8-М24. В зависимости от того, насколько вы дружны с домашним тренажером, работать можно с полосой до 4-6 мм. Выгибают полосу на-глаз, работа идет медленно, зато можно выводить узоры вплоть до Ильи Муромца на коне в полном вооружении или Будды в цветке лотоса. Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.
Оборудование для ковки
Все товары категории Оборудование для ковки

UNV3 — универсальный станок для холодной ковки металла с широким набором операций. Отличное решение для компактного кузнечного производства.

Ручной универсальный гибочный инструмент MB31-6×50 для гибки полосы, прутка, квадрата и изготовления завитков для художественной ковки.

Универсальный ручной станок широкого применения для гибки углов, изготовления завитков и колец MB21-30, является одним из самых востребованных инструментов на рабочем месте кузнеца. Прочная литая конструкция с большим набором прочных оправок.

V1-16 Cтанок художественной ковки для изготовления завитков – отличное решение для интенсивного промышленного использования. Позволяет выполнить методом холодной ковки один из самых основных и распространенных кованых элементов — завиток.

Инструмент для изготовления завитков – отличное решение для небольших кузнечных мастерских. Позволяет изготавливать основные кованые элементы завитки различной конфигурации.

Станок «Мастер витой трубы» предназначен для производства и изготовления витой трубы из электросварной или бесшовной тонкостенной трубы диаметром от 10 до 219 мм со стенкой до 6 мм (в зависимости от диаметра трубы). Элементы витой трубы используются для изготовления различных стоек ограждений, ворот, беседок, элементов различной мебели и т.д. Станок «Мастер витой трубы» работает с широким диапазоном ходовых размеров труб, при этом отличается качественным прокатом (глубиной и равномерностью нанесения витков), производительностью более 150 м в час, удобной и быстрой настройкой на разные диаметры труб, высокой жесткостью несущей конструкции, а также невысокой стоимостью на рынке кузнечного оборудования.

Вентилятор для горна VT1-2 Blacksmith. Применяется как улитка для горна обеспечивающая подачу воздуха в стационарном или переносном кузнечном горне открытого типа (верхняя часть горна полностью открыта).







Инструмент для гибки металла BlackSmith – отличное решение для небольших кузнечных мастерских. Позволяет изготавливать основные кованые элементы методом гибки.
Ручной трубогиб MTB10-40 – универсальный трубогиб начального класса, позволит Вам легко гнуть трубы в небольшой мастерской, гараже, на стройке или даче. С его помощью легко создать навес, гнутые перила, козырек или другую ажурную конструкцию из гнутой профильной трубы.

Станок художественной ковки АЖУР-1М — профессиональное кузнечное оборудование, которое позволяет изготавливать практически все наиболее часто применяемые в художественной ковке элементы. Предназначена для изготовления элементов металлических конструкций садовых оград, декоративных решеток и т.п. из проката квадратного сечения толщиной от 8 до 20 мм., и круглого сечения диаметром от 6 до 20 мм, полосы от 2 х 10 до 10 х 40 мм.

UNV3-mini Blacksmith – компактный, универсальный станок для художественной ковки. Cтанок UNV3-mini Blacksmith обеспечивает выполнение практически всех операций, применимых для изготовления изделий художественной ковки. Отличное решение, как для небольшого кузнечного цеха, так и для промышленного производства.
Подставка для трубогибов MTB31-40, MTB31-50, ETB31-50, ETB31-40. Регулируемая высота работы и возможность легкого поворота трубогиба. Универсальная крепежная платформа, прочная основа и стойка, лоток для хранения крепежа и мелкого инструмента.

Инструмент предназначен для быстрого изготовления декоративных кузнечных элементов. Предназначен для небольших кузнечных мастерских.

Универсальный трубогиб с большими возможностями для регулировки минимального радиуса гиба, легкой подстройки под разные размеры обрабатываемых труб, быстрой смены роликов. Подходит для мастерских, небольших цехов и изгиба труб большого размера до 50х50х1мм в условиях дачи, гаража, стройки.

UNV3-220V Blacksmith — универсальный станок для художественной ковки с широким набором операций. Отличное решение для компактного кузнечного производства. Новая модель станка для холодной ковки с современным мощным редуктором, новой кинематической схемой. Высокая скорость вращения оправок позволяет существенно повысить производительность. Автоматическое и ручное управление процессом гибки. Вертикальное расположение гибочных приспособлений.
На сайте Станкофф.RU вы можете купить оборудование для холодной ковки металла ведущих производителей. В наличии и под заказ более 48 моделей оборудования для кузнечной ковки по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджера.
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.

Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
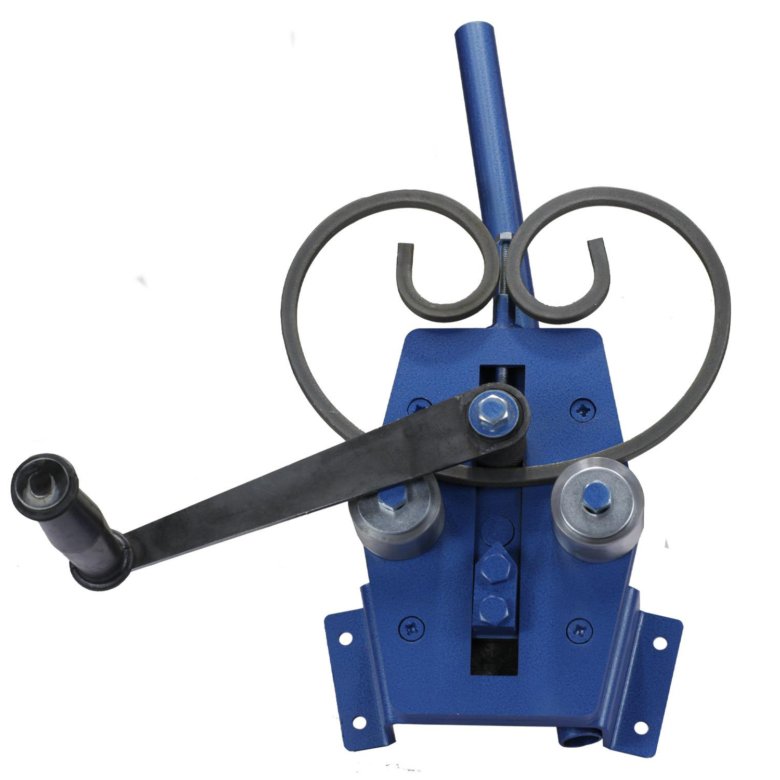
Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве применяют простое наматывание прутка усилием рук или с помощью рычага на жестко приваренную к рабочей поверхности форму. Такой станок можно использовать для создания завитков на прутках небольшого сечения (менее 12 мм).
Монолитная неразборная улитка
Изготавливается она так:
- Сначала вырисовывается схема на листе бумаги будущего шаблона с нужными размерами (иногда схема шаблона наносится непосредственно на основание кондуктора). К этому нужно подойти ответственно, т. к. после приваривания готовой формы исправить ошибки не получится. Толщина очертаний формы на чертеже должна быть такой же, как толщина используемой для ее изготовления металлической полосы. Минимально она должна составлять 3мм. Витки нужно размещать на расстоянии 12–13 мм друг от друга, чтобы между ними в паз умещался деформируемый пруток в 10 мм.
- Из стального листа толщиной не менее 4 мм вырезается основание улитки (лучше круглое), размер диаметра которого определяется соразмерно величине шаблонной спирали и быть больше размера улитки. Обычно диаметр основания бывает в пределах 70 см.
- В соответствии с чертежом из металлической полосы толщиной 3мм изготавливается нужная форма завитка. Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
- Готовая форма приваривается к основанию, которое крепится на станине. Иногда шаблон, приваренный к основанию, фиксируют на станине с помощью тисов, установленных на ней. Для этого к обратной стороне основания формы приваривают отрезок бруса для захвата тисами.
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
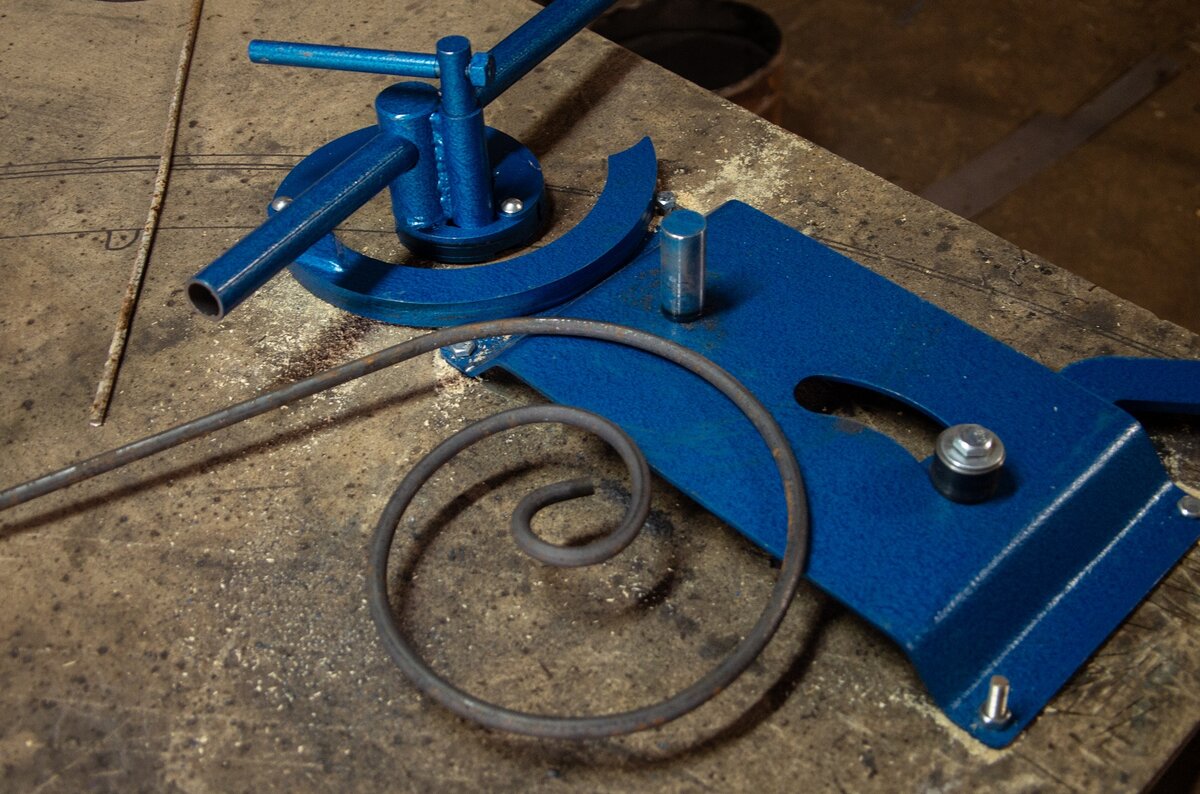
Съемная конструкция
На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.
Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.

Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Понятие, особенности, характеристики, технологии холодной ковки
Что собой представляют инструменты и станки для холодной ковки и как они применяются.
Весьма востребованным оборудованием в условиях современной промышленности являются станки для холодной ковки.
В отличие от оборудования, предназначенного для горячей обработки металла, они могут эксплуатироваться как на производстве, так и в домашних условиях. Это прекрасный вариант для малого бизнеса, а также весьма интересное хобби.





Ковкой называется метод обработки металлических заготовок с целью придания им необходимых форм. Причем в том случае, когда речь идет о холодной ковке, неподогретые заготовки одновременно гнутся и прессуются. Это делает материал максимально прочным, вследствие чего готовые изделия по показателям надежности и износостойкости превосходят детали, создаваемые методами штамповки или отливки.
Вот почему холодная ковка широко используется для создания:
- Элементов фасадов зданий (перил, балконных ограждений, козырьков и т.д.);
- Защитных решеток для окон;
- Заборов или отдельных элементов заборов и калиток;
- Элементов интерьера;
- Декоративных изделий.
Причем, для того чтобы наладить этот технологический процесс обработки металла, необходимо закупить полный набор ручного инструмента и оборудования.
Будьте готовы серьезно подойти к выбору станков для холодной ковки. Ведь вам понадобится не только специфическое, но и универсальное металлообрабатывающее оборудование.
А чтобы проще было определиться с решением этого вопроса, рекомендуем обязательно заглянуть на выставку «Металлообработка», которая пройдет в «Экспоцентре» весной.
Это уникальное мероприятие, которое должен посетить каждый предприниматель или потребитель, которого интересует оборудование, оснастка, инструменты для металлообработки, и в частности для холодной ковки.
Разновидности станков
В зависимости от используемой технологии и получаемого результата, а также в связи с затрачиваемыми ресурсами на работу с заготовкой и возможности, и функции устройства, все их можно разделить на категории. Одни могут быть изготовлены в домашних условиях, другие – только на заводах.
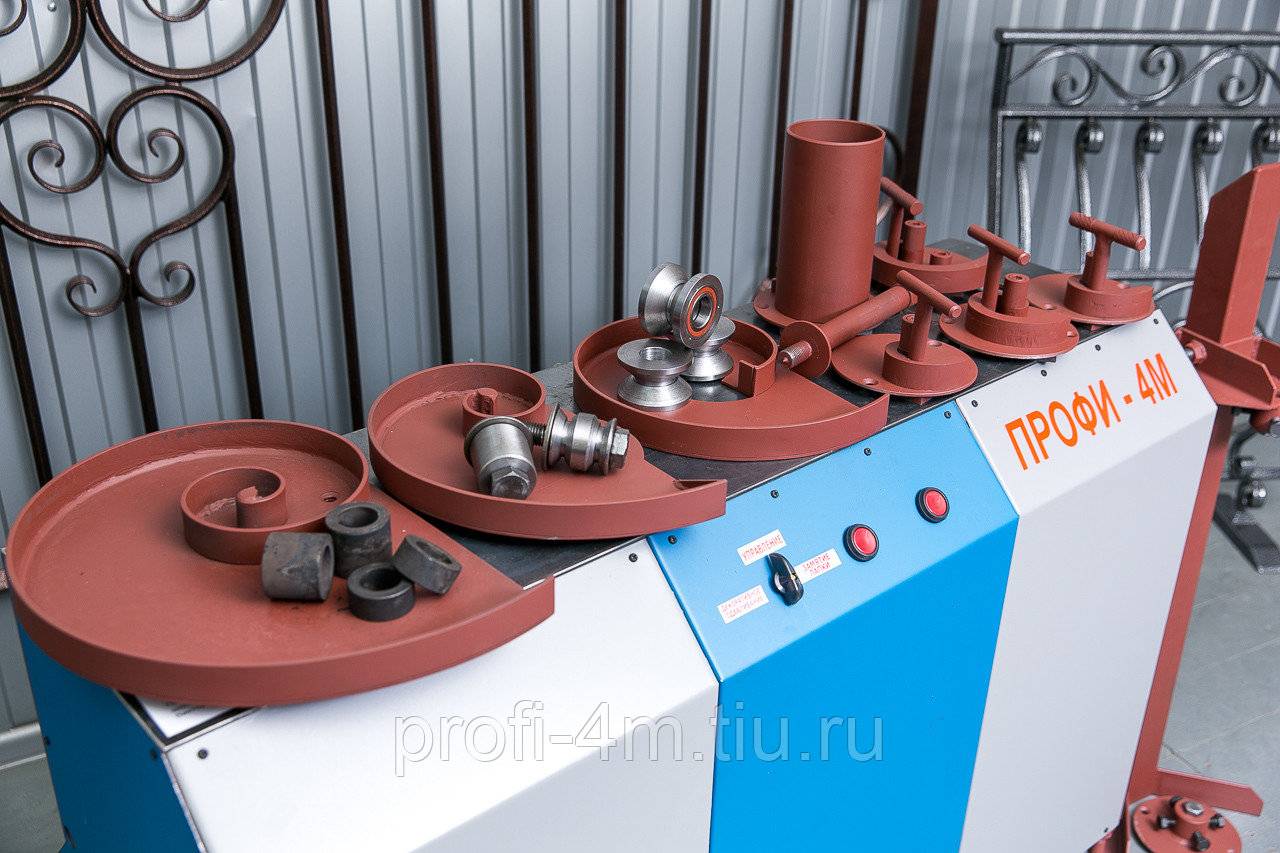
Станок «Улитка»
Сам корпус состоит из спирали, в которую помещается металлопрофиль или металлический жгут. Изделие имеет несколько сегментов, чем их больше, тем сильнее происходит закручивание. Отлично, когда можно менять одни фрагменты на другие, чтобы изменять радиус полученного изгиба, тогда одним аппаратом можно будет пользоваться для выполнения разных задач.
Коротко об основных узлах приспособления:
- Каркас – он создается из металлических прочных швеллеров, уголков или труб.
- Станина с округлой поверхностью – на нее накладывается большая нагрузка, поэтому необходимо делать ее максимально прочной.
- Вал из толстостенной трубы для вращения.
- Рычаг, который крепится к цилиндрическому ролику в середине.
- Сами сегменты улитки. Их можно предварительно расчертить прямо на столешнице, измерить, а потом сделать из стали, или воспользоваться картонными шаблонами с последующим изготовлением из металлического листа.
Торсионное оборудование для холодной ковки своими руками
С помощью такого станка можно получить не завитки, а красиво закрученные вокруг своей оси фрагменты из металлопрофиля. Трубы и круглые прутки подвергать такому изгибу нельзя, но полые и сплошные изделия из металла с квадратным сечением смотрятся с витым рисунком очень изящно.
Аппарат для продольного скручивания состоит из станины (из швеллеров или двутавра) с крепко установленным зажимом. В тисках будет закрепляться неподвижный участок заготовки. На втором конце, подвижном, имеются ролики, которые приводят этот участок в движение. Кончик металлопрофиля также зажимается в фиксаторе. От наконечника идут длинные рукояти (чем рычаг длиннее, тем больше прикладываемая сила) – они приводят в движение аппарат.
Станок «Гнутик»
Приспособление напоминает штамповку или пресс, поскольку активной является только одна часть, а низ с креплением остается пассивным. На неподвижной станине монтируется два вала, они удерживают заготовку (трубу, металлопрофиль). Подвижный элемент – клин – находится предварительно внизу, но когда деталь помещается между опорами и рычагом, то последний приходит в движение и «проминает» плоскость. Получается зигзаг, или «гнутик», как на фото:
Станок «Волна»
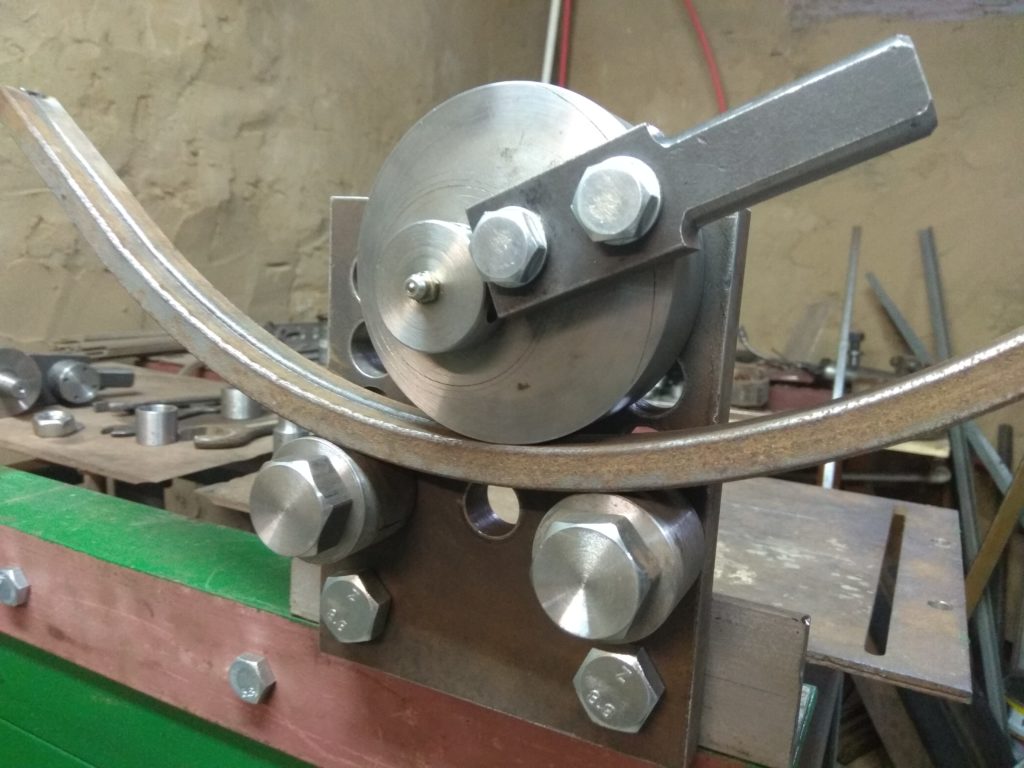
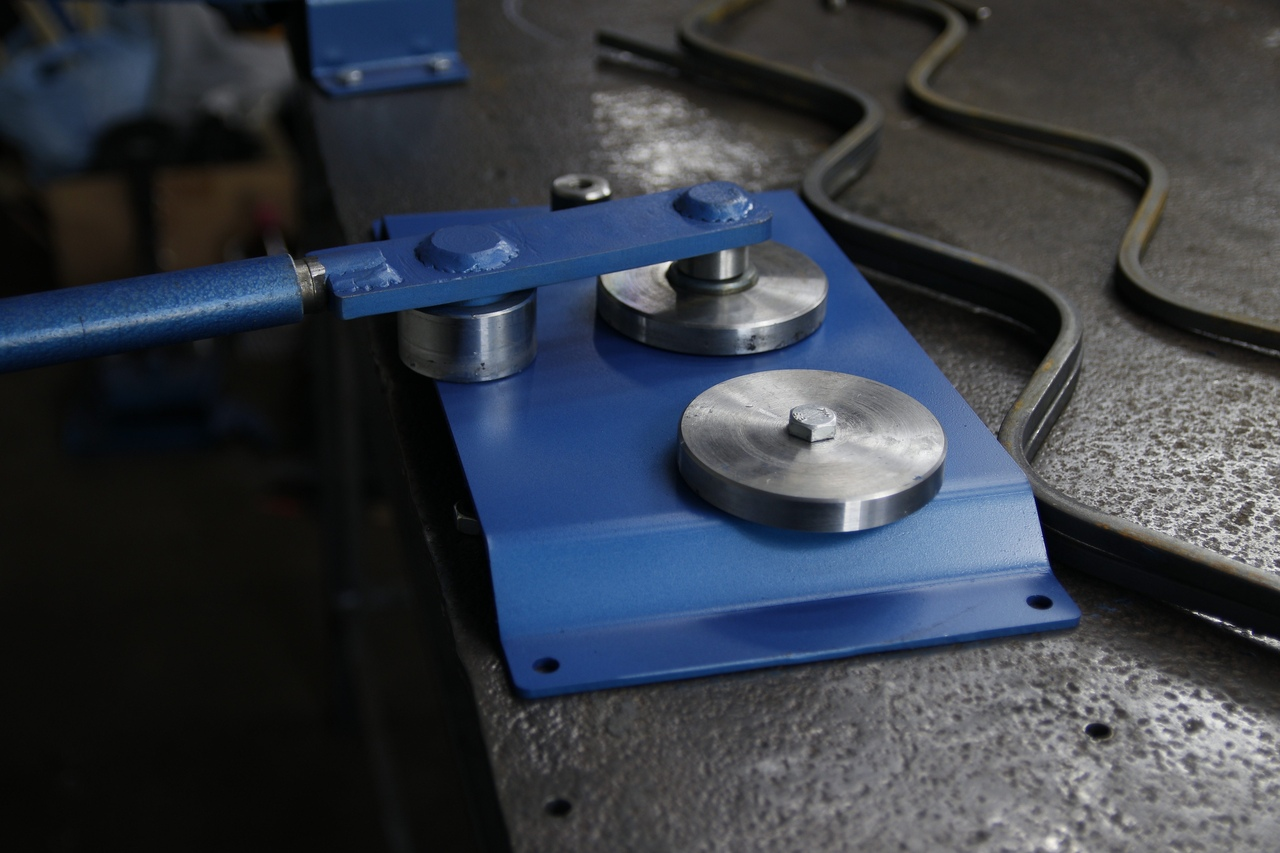
Часто такие приспособления делаются не самостоятельно, а приобретаются. Они универсальны и подходят для изготовления изгибов с разными радиусами. Конструкция самодельного оборудования для холодной ковки состоит из столешницы с двумя дисками разного или одинакового размера, при этом один опорный, а второй подвижный. К нему прикреплен вороток, с помощью которого приводят в движение всю систему.
Особенность в том, что можно передвигать расположение элементов, а также менять круги на другой диаметр – это позволяет изменять радиус изгиба.
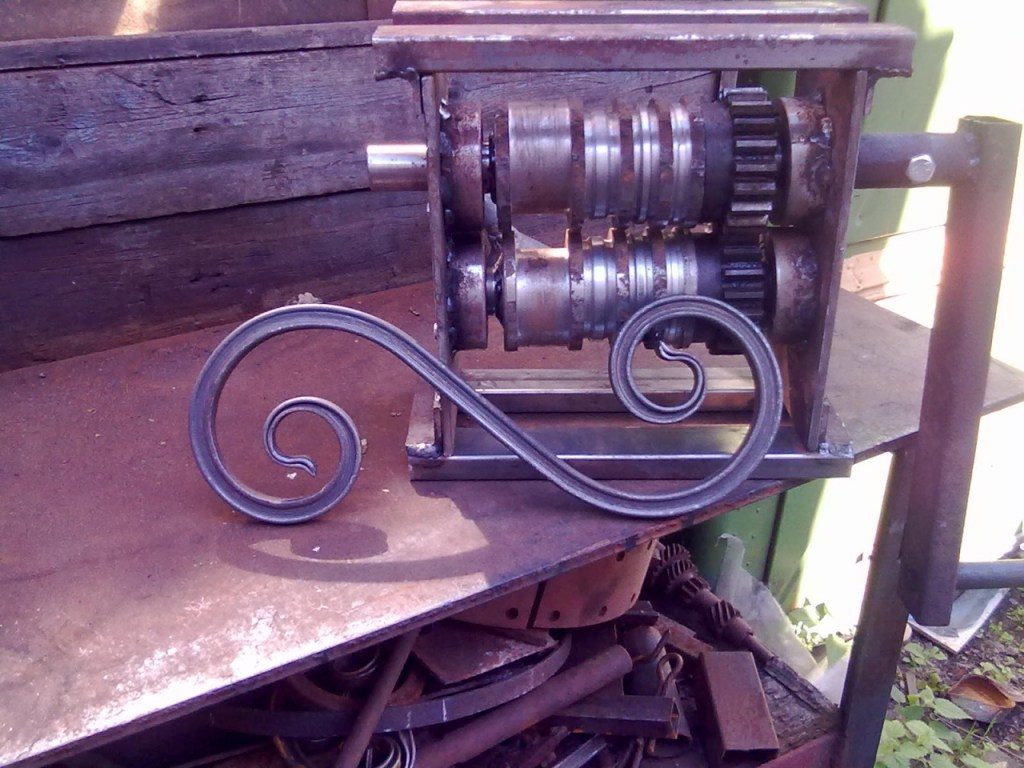
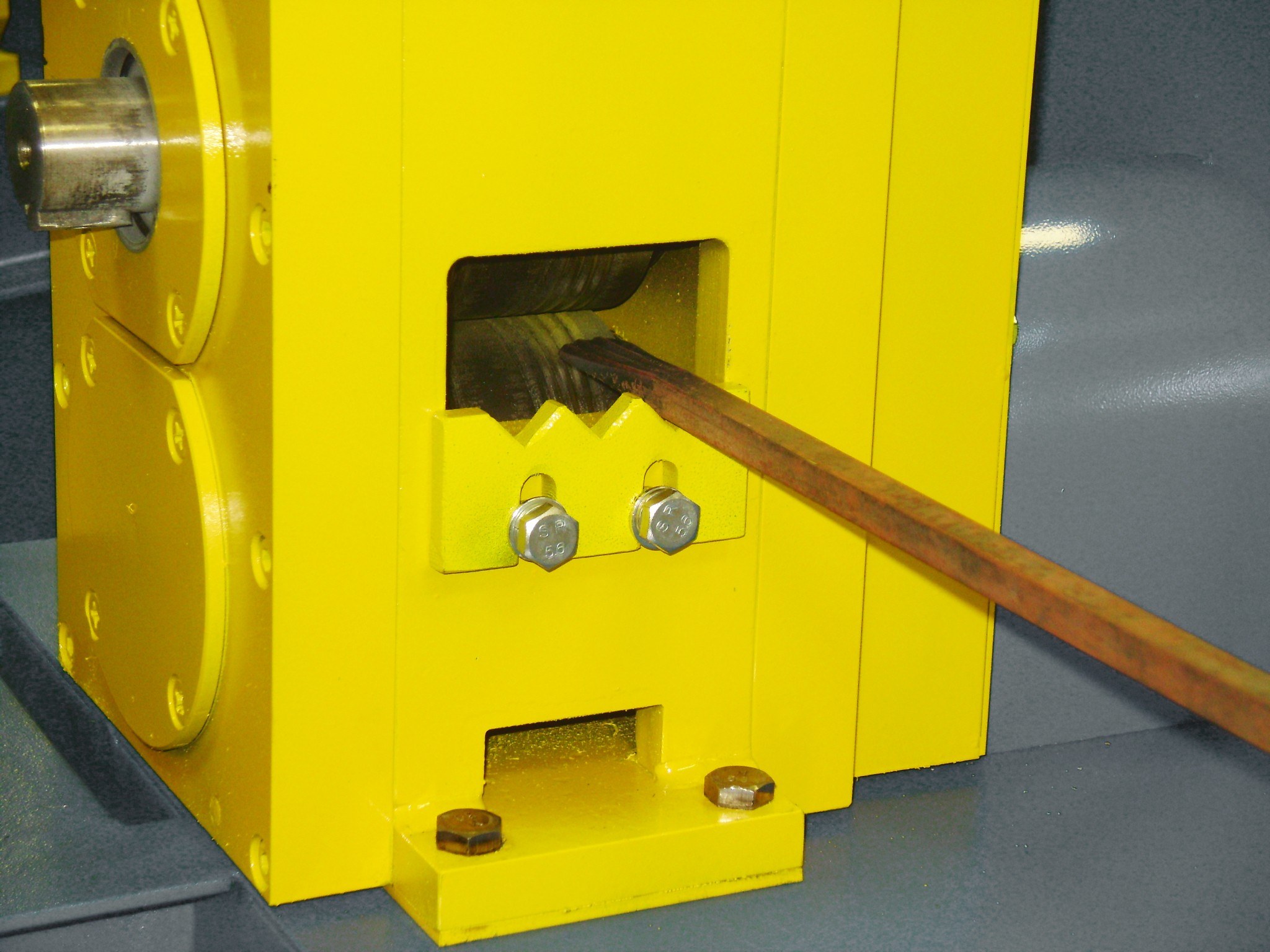
Станок — пресс
Это аппарат позволяет делать приплюснутые наконечники шестигранников, прутков, металлопрофиля. Он состоит из двух прочно приставленных друг к другу валов – между ними находится минимальный зазор. Они могут быть полностью гладкие или рифленые. В первом случае получится классическая плоская пика, во втором – «гусиная лапка» с рифлением.
В гнездо между двумя роликами необходимо просунуть заготовку, затем привести в движение аппарат посредством рычага, затем обратно. Движение достаточно сильное быстрое, чтобы произвести прокат. Так выглядит результат процесса:



